Cimatron unterstützt innerbetrieblichen Standardisierungsprozess
- Die ESCHA Bauelemente GmbH entwickelt und produziert mit seinen 500 Mitarbeitern Steckverbinder und Gehäusetechnik. Ein wichtiger Teil des Unternehmens ist der eigene Werkzeugbau, der neben den Spritzgießformen auch Vorrichtungen und Betriebseinrichtungen für die eigene Fertigung bereitstellt.
- CimatronE wird bei ESCHA als durchgängiges CAD/CAM-System in allen Bereichen des Werkzeugbaus, vom Datenimport bis in die Werkzeugfertigung, auf insgesamt 14 Arbeitsplätzen eingesetzt.
- „Für eine standardisierte Werkzeugfertigung, hat die CimatronE-Parametrik erhebliche Vorteile gegenüber der Layer-Technik anderer Systeme. Je mehr man sich mit der Parametrik beschäftigt, umso mehr Möglichkeiten erkennt man.“
Standardisierung im Werkzeugbau für eine erfolgreiche Variantenfertigung
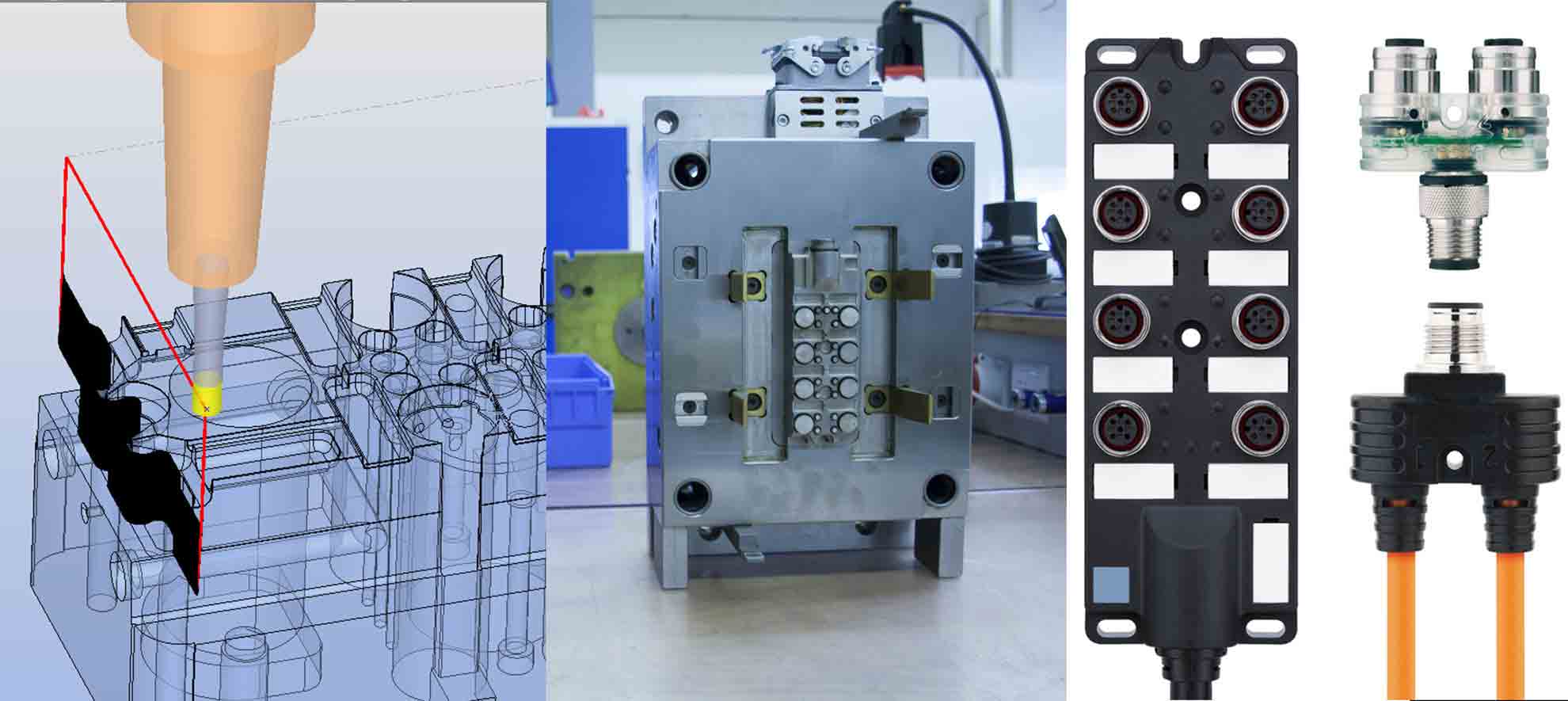
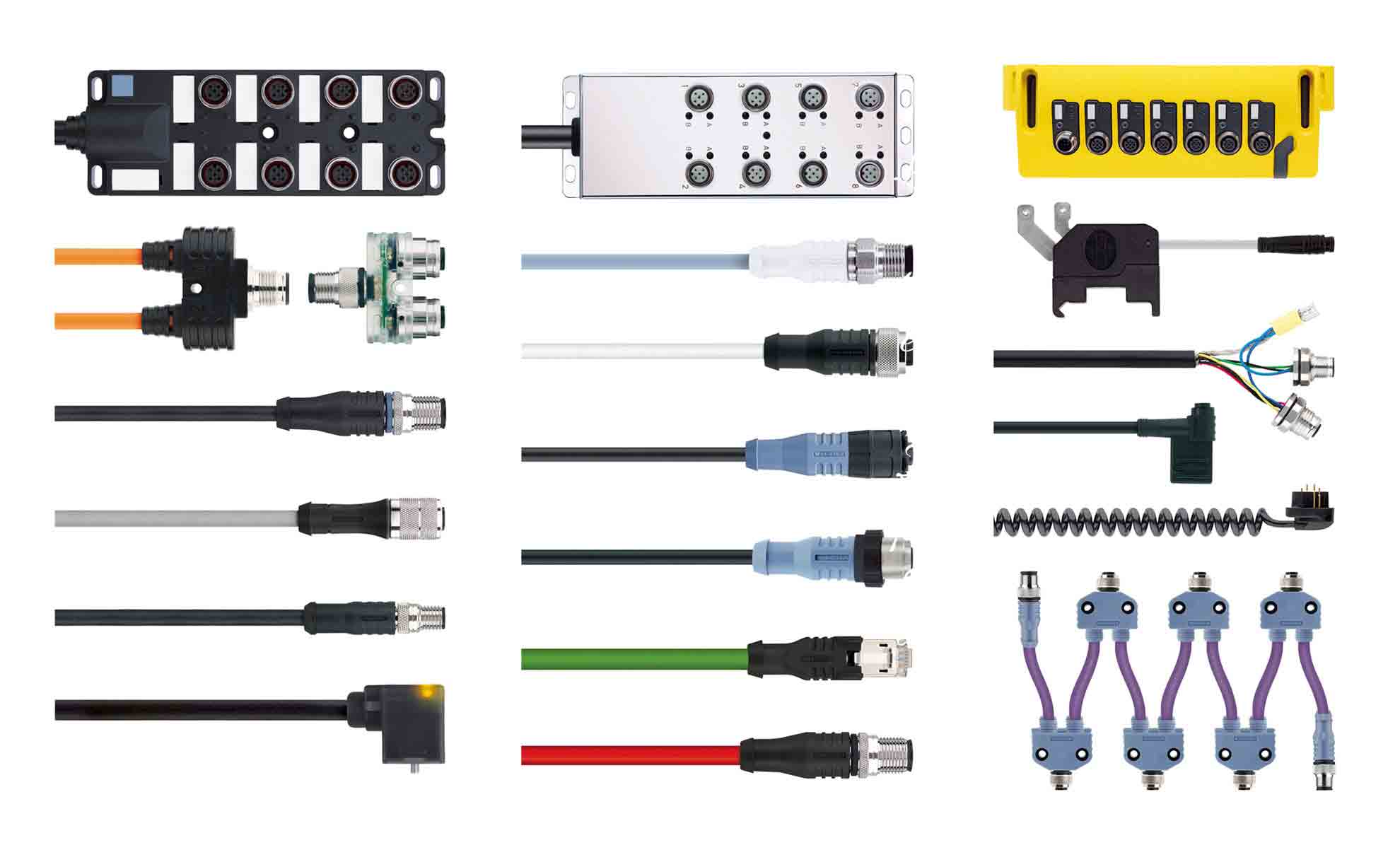
Die ESCHA Bauelemente GmbH aus dem sauerländischen Halver entwickelt und produziert Steckverbinder und Gehäusetechnik für den Maschinen- und Anlagenbau. Die besondere Herausforderung liegt dabei in der hohen Varianz der Produkte, die ausnahmslos mittels Spritzgießtechnik gefertigt werden. Der 30 Mitarbeiter starke, eigene Werkzeugbau trägt maßgeblich dazu bei, dass die individuellen Anforderungen der Kunden schnell und flexibel in entsprechende Werkzeugkonzepte umgesetzt werden und die Spritzgießfertigung in Rekordzeit mit der Produktion beginnen kann. In Konstruktion und Fertigung setzt der ESCHA- Werkzeugbau durchgängig auf die CAD/CAM-Lösungen von Cimatron. Die Kunden aus dem Maschinen- und Anlagenbau schätzen an ESCHA die hohe Flexibilität und Innovation, wenn es um die Realisierung von Sonderlösungen geht, ebenso die hohe Qualität der Produkte und die kurzen Lieferzeiten. Weltweit bekannt gemacht haben ESCHA seine Spezial- und sogenannten Tailor Made-Lösungen, die der Wettbewerb nicht liefert. Diese Produkte machen etwa 50% des Gesamtumsatzes aus, die andere Hälfte entfällt auf die Standard-Produkte. Beispiele für Sonderlösungen sind Steckverbinder, die besondere Anforderungen hinsichtlich Temperatur oder Schwingung erfüllen oder Elemente des Kunden-CI (Corporate Identity) enthalten, zum Beispiel Logo oder Farbauswahl. Auch innovative Schnellanschlusssysteme für eine einfachere Montage der Komponenten gehören dazu.

Projektierung - Schlüssel zum Erfolg
Das breite Spektrum an Kundenwünschen zu erfüllen, ist erklärtes Ziel der Unternehmensleitung. Dazu Jürgen Sikora, Geschäftsleiter Materialwirtschaft bei ESCHA und verantwortlich für den Werkzeugbau: „Wenn unsere Wettbewerber den Stift in die Hand nehmen, wird bei uns schon geliefert.“ Um diesem Anspruch gerecht zu werden, legt man ein Hauptaugenmerk auf die Projektierung. Diese arbeitet bereits in einer frühen Phase mit der Produktentwicklung eng zusammen, um aus den Vorgaben der Kunden schnell ein lieferfähiges Produkt zu machen. Ein großer Vorteil bei ESCHA sind die kurzen Wege zwischen den einzelnen Abteilungen, sodass alle Prozessbeteiligten jederzeit ins Boot geholt werden können. So z. B. die Produktentwicklung, wenn es um die Materialwahl geht oder die Produktion und der Werkzeugbau zur Festlegung des Werkzeugkonzeptes in Bezug auf Kavitätenanzahl, Kühlung oder Einspritzsituation. „Unsere Philosophie ist, dass der gesamte Prozess so ausgelegt sein muss, dass sich das Produkt optimal fertigen lässt. Vorrangig ist ein stabiler Prozess in der Fertigung“, erläutert Jürgen Sikora.
Der Werkzeugbau als Dienstleister der Produktion
Der ESCHA Werkzeugbau realisiert zwei Arten von Spritzgießformen. Auf der einen Seite sind das die Werkzeuge für die Automatenfertigung - hier geht es um Stückzahlen von bis zu 100.000 Stück. Auf der anderen Seite geht es um die halbautomatische Fertigung zur Umspritzung von Einlegeteilen. Hier kann in Ausnahmefällen auch einmal eine Stückzahl von nur 10 gefragt sein.Gerade bei diesen Werkzeugen ist es wichtig, dass die Rüstzeiten, sprich der Aufwand für die Umstellung der Spritzgießmaschine auf ein neues Produkt minimal sind. Maik Ullmann, Leiter der Werkzeugmechanik erläutert: „Unser Fokus liegt auf einer guten Umbaubarkeit der Werkzeuge. Um ein anderes Produkt zu rüsten, montiert der Maschinenbediener bereitgestellte Werkzeugkomponenten. Es müssen also nicht komplette Werkzeuge ausgetauscht, sondern nur die entsprechen- den Einsätze in unsere standardisierten Aufbauten eingebaut werden.“ In jeder Hinsicht als besonders anspruchsvoll stellt sich das Umspritzen von Kabeln dar. Dazu noch einmal der Fertigungsspezialist: „Wir müssen darauf achten, dass das System spritzdicht schließt, gleichzeitig aber das Kabel nicht gequetscht oder gar beschädigt wird. Bei der TPU-Umspritzung darf keine Feuchtigkeit eindringen, da ansonsten die Vernetzung mit dem Teil fehlschlägt. Auch die Kühlung ist enorm wichtig. Hier sind wir mittels indirekter Kühlung (ohne Wasser) sehr erfolgreich.“ Gefragt ist die Mannschaft des Werkzeugbaus darüber hinaus, wenn es um die Schaffung ergonomisch günstiger Bedingungen an den Handeinlegeplätzen geht. Der Vorrichtungs- bzw. Betriebseinrichtungsbau unterstützt ein ermüdungsund beschwerdefreies Arbeiten in der Montage.
Die geeignete CAD/CAM-Lösung
Der ESCHA Werkzeugbau realisiert zwei Arten von Spritzgießformen. Auf der einen Seite sind das die Werkzeuge für die Automatenfertigung - hier geht es um Stückzahlen von bis zu 100.000 Stück. Auf der anderen Seite geht es um die halbautomatische Fertigung zur Umspritzung von Einlegeteilen. Hier kann in Ausnahmefällen auch einmal eine Stückzahl von nur 10 gefragt sein.Gerade bei diesen Werkzeugen ist es wichtig, dass die Rüstzeiten, sprich der Aufwand für die Umstellung der Spritzgießmaschine auf ein neues Produkt minimal sind. Maik Ullmann, Leiter der Werkzeugmechanik erläutert: „Unser Fokus liegt auf einer guten Umbaubarkeit der Werkzeuge. Um ein anderes Produkt zu rüsten, montiert der Maschinenbediener bereitgestellte Werkzeugkomponenten. Es müssen also nicht komplette Werkzeuge ausgetauscht, sondern nur die entsprechen- den Einsätze in unsere standardisierten Aufbauten eingebaut werden.“ In jeder Hinsicht als besonders anspruchsvoll stellt sich das Umspritzen von Kabeln dar. Dazu noch einmal der Fertigungsspezialist: „Wir müssen darauf achten, dass das System spritzdicht schließt, gleichzeitig aber das Kabel nicht gequetscht oder gar beschädigt wird. Bei der TPU-Umspritzung darf keine Feuchtigkeit eindringen, da ansonsten die Vernetzung mit dem Teil fehlschlägt. Auch die Kühlung ist enorm wichtig. Hier sind wir mittels indirekter Kühlung (ohne Wasser) sehr erfolgreich.“ Gefragt ist die Mannschaft des Werkzeugbaus darüber hinaus, wenn es um die Schaffung ergonomisch günstiger Bedingungen an den Handeinlegeplätzen geht. Der Vorrichtungs- bzw. Betriebseinrichtungsbau unterstützt ein ermüdungsund beschwerdefreies Arbeiten in der Montage.
Die geeignete CAD/CAM-Lösung
Als man 2004 den ersten CimatronE-Arbeitsplatz einführte, hatte man bereits umfassende CAD/CAM-Erfahrung bei ESCHA gemacht - zunächst mit dem 2D-CAD-System ME10 später mit der I-deas Master Series von SDRC. Für die Einführung von CimatronE als ergänzende CAD/CAM-Lösung bei ESCHA war die Elektrodenkonstruktion ausschlaggebend, die sich mit den bereits vorhandenen Systemen nicht zufriedenstellend lösen lies. Zu Beginn wurden die Elektroden in CimatronE konstruiert und dokumentiert, um Sie anschließend an das alte System zurückzugeben und dort zu programmieren. Nachdem man eine Weile den Elektrodenprozess in CAD und CAM über zwei getrennte Systeme abgewickelt hatte und als man Vertrauen in die neue Lösung gefunden hatte, wurde sehr schnell auch die NC-Programmierung der Elektroden auf das CimatronE verlagert.
Quantensprung Automation und 5-Achsen Simultanfräsen
2008 investierte man in neue Maschinentechnologie von OPS-INGERSOLL - ein Quantensprung für ESCHA. Denn mit dem eingeführten MoldCenter (5X-Fräsen – Robotik – Erodieren) musste man sich neben der Automatisierung der Senkerosion auch mit der Einführung der 5-Achsen- Frästechnik und 5-Achsen NC-Programmierung sowie dem Umstieg von Kupfer auf Graphit beschäftigen. Frank Grüterich, verantwortlich in der Werkzeugmechanik und umfassend in den Einführungsprozess involviert, erinnert sich: „Der Umstieg auf das 5-Achsen-Simultanfräsen ging mit CimatronE schneller als erwartet. Wir hatten uns nach der Installation des MoldCenters zum Ziel gesetzt, zunächst mit der Automatisierung zu starten, nach 3 Monaten erstmalig angestellt mit den 5 Achsen zu arbeiten, um dann, nach etwa einem halben Jahr, auch simultan zu fräsen. Nach der 5-Achsen- CAM-Schulung, brauchten wir dann aber nur ganze sechs Tage, um mit dem
Simultanfräsen zu starten. Die Vorgehensweise in CimatronE erklärte sich hier einfach von selbst.“
Da der Erodierbereich des MoldCenters nicht ausgelastet werden konnte, entschied man sich 2011dazu, die Fräsmaschine von der Erosion zu entkoppeln. Aus dem MoldCenter wurde ein EDM-Center bestehend aus zwei Senk-Erodiermaschinen mit einer Robotik für Paletten und Elektroden sowie ein 5-Achsen Bearbeitungszentrum ebenfalls mit eigener Robotik. Durch weitere organisatorische Umstellungen ist man hier und heute mit der Auslastung mehr als zufrieden. Auch in den anderen Bereichen der Werkzeugfertigung ist man um hohe Auslastung bemüht. „Wir versuchen so viel wie möglich selbst zu machen, auch die Plattenfertigung“, erläutert Frank Grüterich. „Vergeben werden nur bestimmte Tiefbohraufgaben und Bauteile, die eine Größe von 600 mm überschreiten.“ Auch die Drahterosion erfolgt in Eigenregie. Seit Anfang 2012 programmiert ESCHA mit DCAMCUT, das von Cimatron für die Programmierung von Drahterodiermaschinen angeboten wird und für das es eine Anbindung an das CimatronE gibt. Die Fehlerquote in diesem Fertigungsbereich ist seitdem deutlich zurückgegangen, nicht zuletzt wegen der Möglichkeit
mit Volumendaten zu arbeiten.
Der abschließende Schritt zur durchgängigen CAD/CAM-Lösung
Für einen durchgängigen CAD/CAM-Prozess, stellte man 2012 diverse CAD/CAM-Lösungen hinsichtlich ihrer Eignung für den Einsatz bei ESCHA auf den Prüfstand. Ralf Ströder, Werkzeugkonstrukteur, kam mit 15-Jahren Anwendungs- Erfahrung auf einem anderen Formenbau-CAD-System zu ESCHA. Zu der Entscheidung für CimatronE im Mold-Bereich sagt er: „Für eine standardisierte Werkzeugfertigung, wie bei ESCHA, hat die CimatronE-Parametrik erhebliche Vorteile gegenüber der Layer-Technik anderer Systeme. Je mehr man sich mit der Parametrik beschäftigt, umso mehr Möglichkeiten erkennt man, die sich daraus ergeben.“ Neben der Parametrik waren die Gesamtdurchgängigkeit, die ausgezeichneten Erfahrungen im Elektrodenund CAM-Umfeld sowie last-but-not-least die hervorragende Katalogfunktionalität verantwortlich für die Grundsatzentscheidung für Cimatron. Die Katalogthematik erläutert Ralf Ströder noch etwas näher: „Standardisierung ist ein großes Thema bei uns. Die Möglichkeit, mit CimatronE einen ESCHA-spezifischen Bauteil-Katalog für den Werkzeugbau aufzubauen, hilft uns dabei Standards festzulegen. Die Wiederverwendung im Katalog abgelegter Bauteile und Baugruppen, bedeutet eine deutliche Zeitersparnis für uns.

Des Weiteren können wir Standardteile auftragsunabhängig vorproduzieren, wenn freie Maschinenkapazitäten zur Verfügung stehen. So sorgen wir für eine noch höhere Auslastung der Fertigung. In einem aktuellen Projekt beschäftigen wir uns zudem mit der Erstellung spezieller, unter thermischer Betrachtung standardisierter Aufbauten, die unter Verwendung schnell montierbarer Einsätze für unterschiedliche Varianten eines Artikels verwendet werden können.“
Unternehmensweiter Standardisierungsprozess
Inzwischen gehen die Ideen für die Standardisierung noch weiter, wobei Jürgen Sikora das Ziel wie folgt formuliert: „In Zukunft müssen sich die Anforderungen der Fertigung in Regeln für die Werkzeugkonstruktion wiederspiegeln.“ Das bedeutet, dass der Standardisierungsprozess der Fertigung bereits in der Konstruktion beginnt. Beispiele, wie das bereits heute umgesetzt wird, beschreibt Ralf Ströder: „Die Schnittgeometrien, die wir unseren Teilen im CimatronE-Katalog zuweisen, sind ein gutes Hilfsmittel, die konstruktiven Freiheiten einzuschränken, die zu einer aufwendigeren Fräsbearbeitung führen können.“

Und Frank Grüterich ergänzt: „Durch Regeln, wie zum Beispiel die Vereinheitlichung der Radien für Eckenverrundungen bei zu fräsenden Taschen, kann die Anzahl der verwendeten Werkzeuge reduziert werden.“ Standardisierung bei ESCHA beschränkt sich aber nicht nur auf den Werkzeugbau. Inzwischen geht die Standardisierung soweit, dass der Vertrieb über einen Variantenmanager im ERP-System eigenständig Varianten erzeugen und so den kompletten Produktionsprozess anstoßen kann.
Partnerschaftliches Verhältnis
Zu einer partnerschaftlichen Beziehung gehört auch, dass man gemeinsam die zukünftige Zusammenarbeit weiterentwickelt. So diente zum Beispiel der Besuch eines Entwicklers aus dem Cimatron- Headquarter bei ESCHA, zur Aufnahme der Kunden-Anforderungen. Dazu gehören laut ESCHA unter anderem die Weiterentwicklung des EDM-Setup, zur automatisierten Anbindung der Senkerosion (Entwicklungsprojekt bei Cimatron für Version E12) oder auch eine verbesserte Unterstützung bei der Variantenverwaltung durch Anordnung und hier speziell bei der Stücklistenausgabe.
„So wie wir ein partnerschaftliches Verhältnis zu unseren Kunden pflegen, wünschen wir uns auch die Beziehung zu unseren Lieferanten. Cimatron ist unser Partner, die Unterstützung ist in allen Bereichen super. Für Fragen, die wir selbst nicht beantworten können, steht dort immer ein entsprechender Mitarbeiter zur Verfügung. Cimatron ist da wirklich gut aufgestellt“, resümiert Jürgen Sikora. „Die Zeit, die wir dank Cimatron einsparen, investieren wir in neue Projekte, um besser zu werden. Mit der ISK (Iserlohner Kunststoff- Technologie GmbH) führen wir zum Beispiel aktuell ein Projekt zur Temperierungsoptimierung
unserer Werkzeuge durch. Mit unterschiedlichen Anbietern für Füllsimulationen stehen wir ebenfalls im Gespräch. Außerdem arbeiten wir kontinuierlich an der weiteren Standardisierung unserer Prozesse.“

Kurz gefasst
Die ESCHA Bauelemente GmbH wurde vor 30 Jahren gegründet und entwickelt und produziert mit seinen 500 Mitarbeitern Steckverbinder und Gehäusetechnik. Das im sauerländischen Halver ansässige Unternehmen ist über eigene Vertriebsniederlassungen oder seine Vertriebspartner weltweit tätig und bedient den Markt vor Ort jeweils mit qualitativ hochwertigen Automatisierungskomponenten aus eigener oder aus Lizenz-Fertigung. Ein wichtiger Teil des Unternehmens ist der eigene Werkzeugbau, der neben den Spritzgießformen auch Vorrichtungen und Betriebseinrichtungen für die eigene Fertigung bereitstellt. Der ESCHA-Werkzeugbau setzt seit 2004 auf die Lösungen von Cimatron. Gestartet wurde zunächst in der Elektrodenkonstruktion. Heute wird CimatronE als durchgängiges CAD/CAM-System in allen Bereichen des Werkzeugbaus, vom Datenimport bis in die Werkzeugfertigung, auf insgesamt 14 Arbeitsplätzen eingesetzt.
Weitere Infos: www.escha.net
Cimatron ist unser Partner, die Unterstützung ist in allen Bereichen super. Für Fragen, die wir selbst nicht beantworten können, steht dort immer ein entsprechender Mitarbeiter zur Verfügung. Cimatron ist da wirklich gut aufgestellt.