Beim Automobilzulieferer MAHLE Filtersysteme, Stuttgart, sichert ein gut ausgestatteter Prototypenbau Funktionalität und Qualität der Produkte. Für komplizierte Spritzgießwerkzeuge ist der Prototypen- Werkzeugbau zuständig. Als CAD/CAM-System ist Cimatron im Einsatz. Die Software bietet unter anderem Funktionen, die für die Entwicklung von Prototypen-werkzeugen unentbehrlich sind.
„Wir brauchen heute sehr schnell Prototypen, noch bevor es fertige Konstruktionen gibt“, bringt Ulrich Boch, Leiter des Prototypen- und Betriebsmittelbaus bei MAHLE Filtersysteme, das Entwicklungsverhalten der Automobilindustrie hierzulande auf den Punkt. Im asiatischen Raum sei das nicht so, meint der erfahrene Produktentwickler weiter, dort fehle der Entwicklungsschritt Prototyp oft ganz. Andere Länder, andere Methoden. Weil bei uns dieser Entwicklungsschritt einen gewissen Stellenwert hat, ist seit 2003 ein Werkzeugbau an den Prototypenbau bei MAHLE Filtersysteme angeschlossen. Der Werkzeugbau fertigt überwiegend Spritzgießwerkzeuge. Der Bedarf steigt stetig, denn viele Teile, die bislang aus Druckguss gefertigt wurden, werden heute durch Kunststoffteile ersetzt. Etwa 30% der Prototypen- Werkzeuge werden im eigenen Hause gefertigt, vor allem solche, die viel Know-how erfordern. Wie überall in der Branche gilt auch hier: die Durchlaufzeiten werden immer kürzer. Um allen Anforderungen an eine moderne Werkzeugfertigung zu begegnen, entschied sich MAHLE bei Gründung des Werkzeugbaus für Cimatron. Nicht selbstverständlich, denn in der Produktkonstruktion wird mit CATIA und Pro/E gearbeitet. Ulrich Boch bilanziert: „Die Entscheidung für Cimatron war aus heutiger Sicht richtig. Wir wollten innerhalb des Werkzeugbaus ein durchgängiges System ohne Schnittstellenprobleme, von der Konstruktion bis zur Fräsmaschine. Cimatron bietet diese Durchgängigkeit.“ Im Einsatz sind aktuell die DesignerSolution mit MoldDesign für die Werkzeugkonstruktion, das Elektrodenmodul QuickElectrode, die NC-Solution für die 3+2-Achsen NC-Programmierung, QuickCompare für das Änderungsmanagement sowie Schnittstellen zu CATIA und Pro/E, um Daten mit der Produktkonstruktion austauschen zu können.
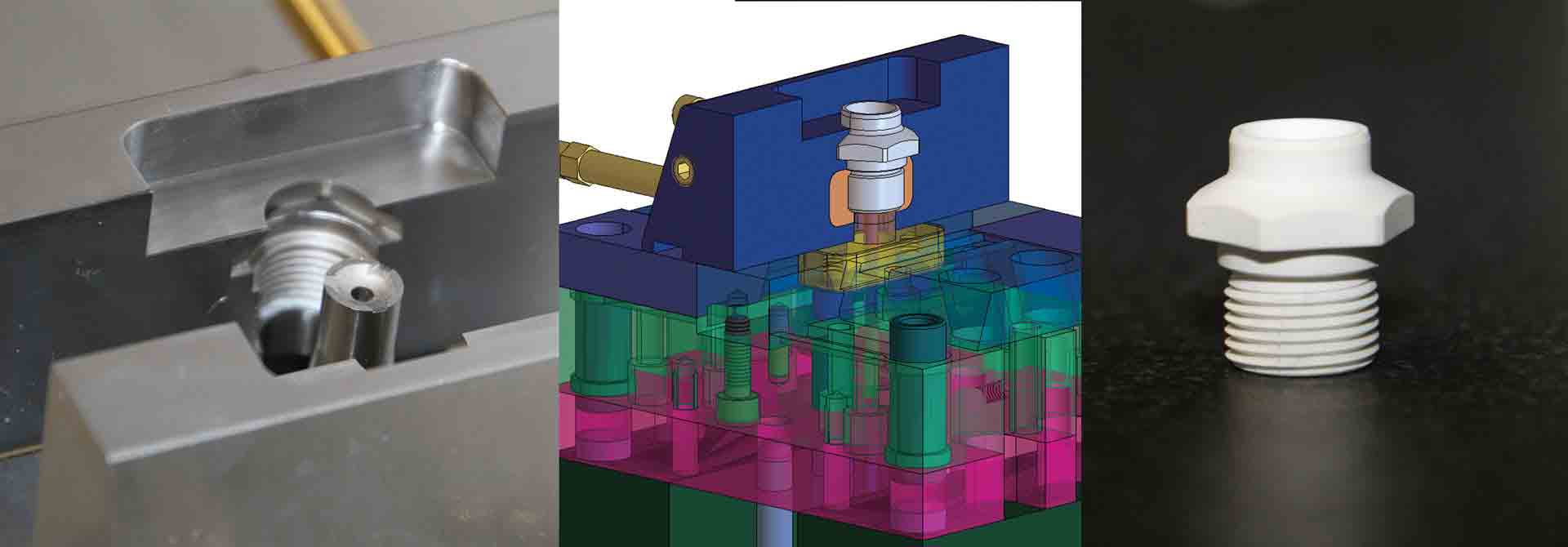
Leonhardt gilt als einer der Pioniere im Bereich Ceramic Injection Molding (CIM) und hat sich als Problemlöser einen Namen gemacht. Um hier an der Spitze zu bleiben, entwickelt Leonhardt im Schwesterunternehmen Oximatec GmbH auch eigene Werkstoffe. „Wir führen oft Versuche für Kunden mit unterschiedlichen Mischungen aus zahlreichen anorganischen und organischen Komponenten aus, um die jeweils optimalen Materialeigenschaften zu ermitteln“, erklärt Inhaber Wolfgang Leonhardt. So wurde beispielsweise eine Keramik entwickelt, die einerseits hart, andererseits aber auch flexibel ist. Mit einer erodierbaren Keramik konnte das Unternehmen 2011 den Euromold-Award in Gold erringen. „Mit den Möglichkeiten, die wir uns geschaffen haben, können wir Materialien mit den unterschiedlichsten Eigenschaften designen“, ergänzt Leonhardt. „Hier haben wir den Freiraum, kreativ neue Lösungen zu erarbeiten.“ Jedes neue Material hat indes beim Entbindern und Brennen auch seine eigenen Tücken – so sind etwa die Parameter in Sachen Schwund eine Größe, die erst empirisch ermittelt werden muss. „Dazu kommt, dass der Schwund bei Keramikwerkstoffen deutlich größer ist als etwa beim Kunststoffspritzgießen“, betont Leonhardt. „Wir arbeiten je nach Material mit Schwindungen zwischen 23 und 35 Prozent.“ Auch beim Wechsel zwischen unterschiedlichen Materialmischungen sind die Differenzen bei Keramik deutlich größer als bei Kunststoff: Während sich die Abweichungen bei Kunststoffmaterialien im Bereich von Zehntelprozenten bewegen, kann der Schwundabstand ähnlicher Keramikmischungen durchaus im Bereich von 10 Prozent und mehr liegen. „Das wirkt sich natürlich direkt auf die Konstruktion der Werkzeuge aus“, erklärt Leonhardt. „Im CAD/CAM-System müssen sich solche Änderungen möglichst einfach einbringen lassen – und zwar fehlerfrei und durchgängig.“ Lösungen über Schnittstellen sind nach seiner Erfahrung bei Korrekturen schlicht zu anfällig, nur allzu leicht schleichen sich hier Fehler ein.
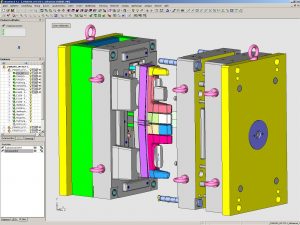
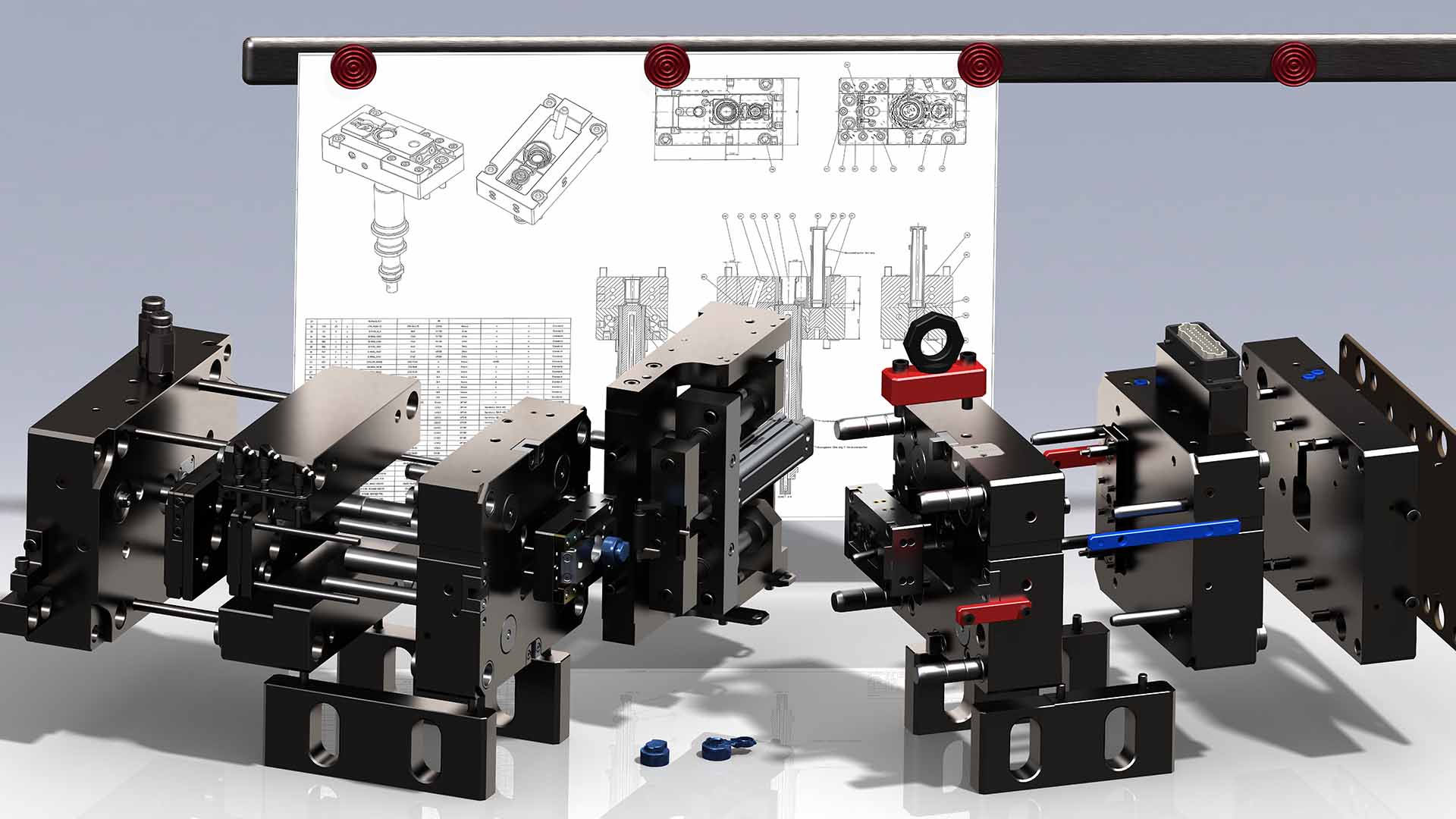
Der Prototypen-Werkzeugbau wurde aus Konstrukteuren aufgebaut, die ursprünglich aus anderen Bereichen kamen; das spezielle Werkzeugbau Know-how musste erst nach und nach erarbeitet werden. „Dafür war der im MoldDesign enthaltene Leitfaden, der den Anwender durch die Werkzeugkonstruktion führt, äußerst hilfreich“, berichtet Marco Brosemer, Werkzeugbauleiter bei MAHLE. „Der Einstieg in die Besonderheiten der Werkzeugkonstruktion gelingt damit sehr schnell.“ Auch wird die Möglichkeit, mit wenigen Klicks einen Werkzeugaufbau zu erzeugen oder die Verknüpfung zu den Normalien aller wichtigen Hersteller von den Anwendern sehr geschätzt. Brosemer: „Das sind alles wichtige Hilfen, wenn die Zeit drängt.“ Das gilt auch für das Modul QuickElectrode. Im Normalfall werden Grafitelektroden von einem externen Hersteller bezogen, doch in dringenden Fällen müssen Kupfer- Elektroden selbst ausgelegt und gefräst werden.
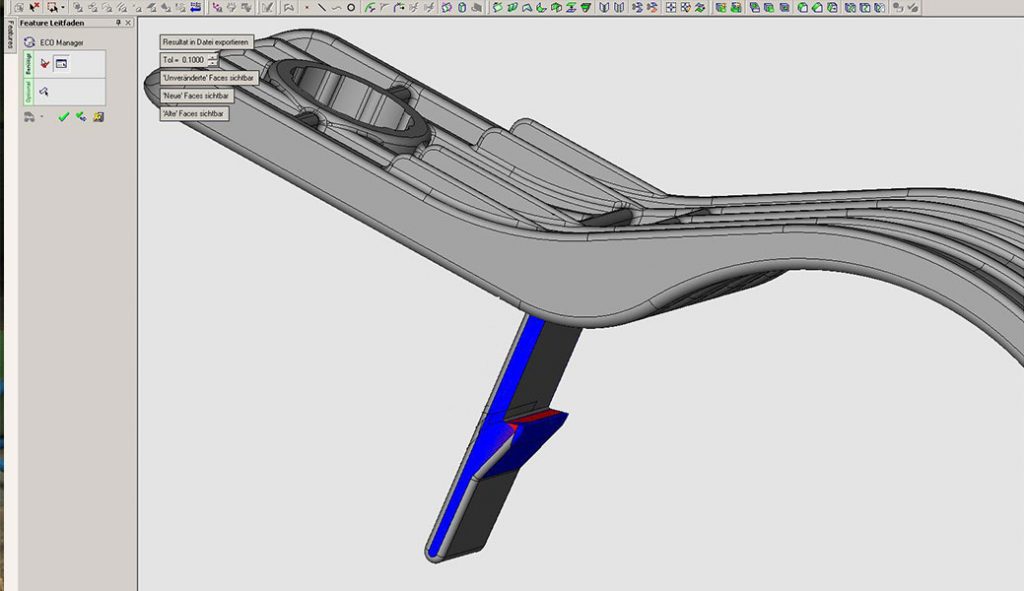
Ebenfalls von zentraler Bedeutung ist das Modul QuickCompare, das Konstruktions- änderungen zwischen unterschiedlichen Versionsständen analysiert. Das System zeigt die Änderungen an und der Konstrukteur entscheidet, welche Änderungen (z. B. geänderte oder neue Flächen am Artikel) in das Projekt einfließen sollen. Vorteil: Die bereits durchgeführten Arbeitsschritte, wie z.B. die Formtrennung oder der Werkzeugaufbau, müssen nicht neu gemacht werden. Wenn die Produktkonstruktion bei MAHLE eine Überarbeitung an einem Bauteil vornimmt, übernimmt der Prototypen- erkzeugbauer die Catia- bzw. ProE-Daten in MoldDesign und vergleicht die Zustände mit QuickCompare. Er kann damit bei Bedarf frühzeitig auf die Produktkonstruktion Einfluss nehmen und sein Know-how einbringen. „QuickCompare gehört aus unserer Sicht zu den Schlüsselmodulen für den Prototypen-Werkzeugbauer“, bestätigt Marco Brosemer.

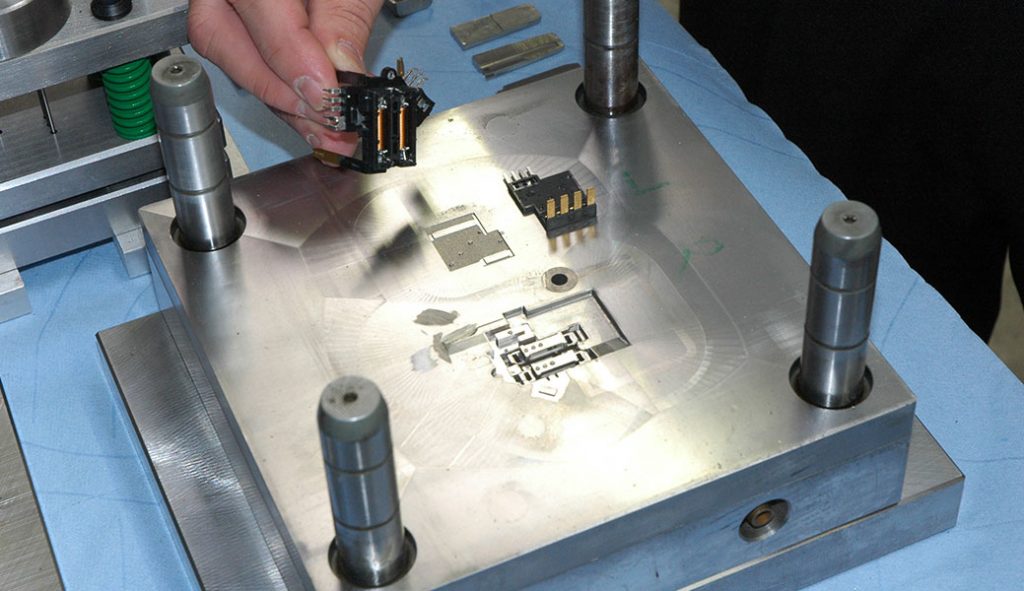
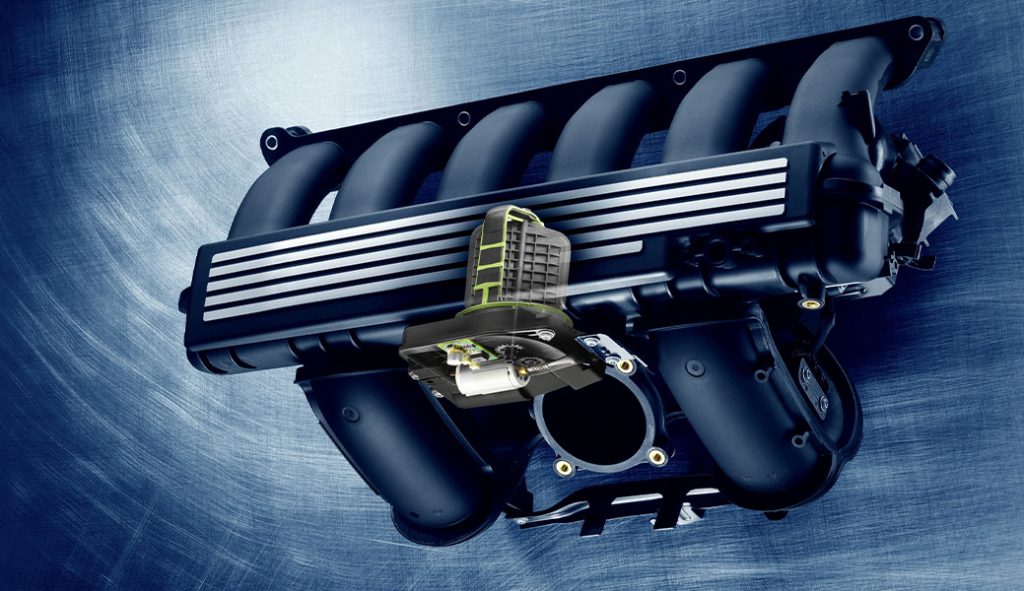
Außer dem Trend zu immer kürzeren Durchlaufzeiten, tut sich auch auf der technologischen Seite einiges. Beispielsweise sind Verbundteile immer mehr im Kommen, besonders Mechatronik-Bauteile, wo Metallkontakte in die Form eingelegt und von Kunststoff umspritzt werden.
Ferner ist, aufgrund der heute verfügbaren CAD-Systeme, das Handling von Freiformflächen um ein Vielfaches einfacher geworden. Dieser Umstand, der in Verbindung mit den immer höher werdenden Design-Ansprüchen der Produktgestalter zu sehen ist, hat auch Auswirkungen auf den Werkzeugbau. Der Anteil Freiformflächen nimmt zu. Folglich steigen auf der CAM-Seite die Anforderungen.
Zwar kommen die Werkzeugspezialisten bei MAHLE im Moment noch mit einer 3+2-Achsen-Bearbeitung aus, gegebenenfalls mit angestelltem Werkzeug, doch der Trend ist absehbar. Marco Brosemer: „Die 5-Achsen- Simultanbearbeitung wird früher oder später kommen.“ Was die Maschinen angeht, so ist man bei MAHLE für diese Entwicklung schon gerüstet. Neben zwei 3-Achsen- Fräszentren verrichten zwei Maschinen mit fünf Achsen ihre Arbeit. Teilweise wurden, um die Zerspanung zu optimieren, die Maschinen mit Schnelllaufspindeln für 40.000 U/min nachgerüstet. Für die Prototypenwerkzeuge wird die hochfeste Aluminiumlegierung Al Zn Mg Cu 1.5 verwendet, ein gut zerspanbares aber auch hohe Schnittgeschwindigkeiten verlangendes Material.
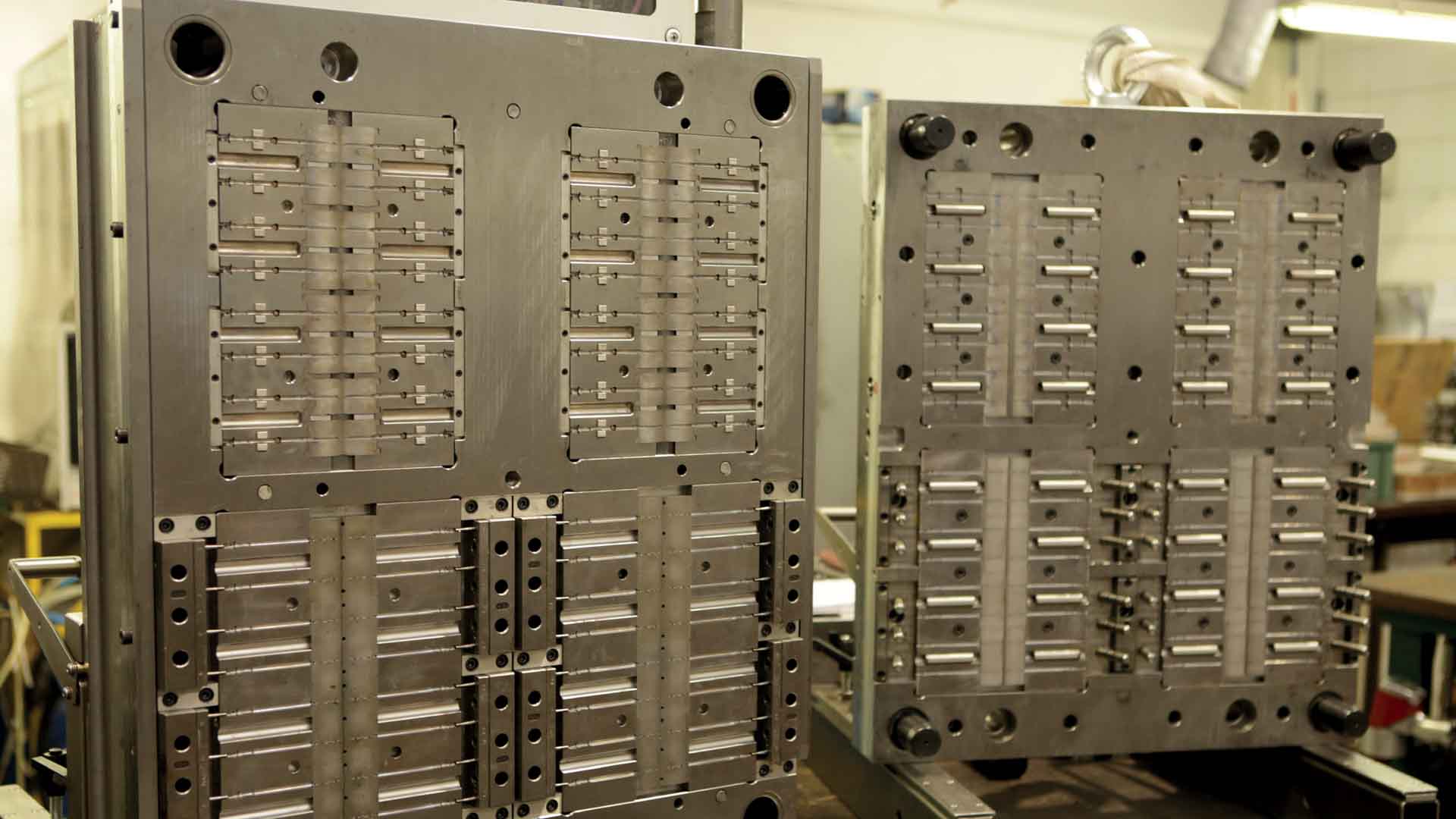
„Unser Werkzeugbau hat vor vier Jahren mit sehr kleinen Werkzeugen mit Abmessungen von ca. 160 x 200 mm begonnen“, resümiert Marco Brosemer, „heute haben die größten, die wir selbst produzieren, Abmessungen von ca. 800 x 1000 mm und Schließkräfte bis 800 Tonnen. Für den Aufbau unseres Know-how in so kurzer Zeitwar Cimatron ein wichtiges Hilfsmittel.“
Aufgrund der positiven Bilanz bezüglich der Software übernimmt man bei MAHLE auch immer wieder gerne die Rolle eines Betatesters. „Wir sehen die Betatests, die Cimatron mit den Anwendern durchführt, sehr positiv. Man kann sich als Nutzer einbringen und viel lernen, auch so manche psychologische Hemmschwelle lässt sich schneller überwinden“, bestätigt der Leiter des Prototypenbaus, Ulrich Boch.
Der MAHLE-Konzern ist einer der 30 weltweit größten Automobilzulieferer. Als führender Hersteller vonKomponenten und Systemen für den Verbrennungsmotor und dessen Peripherie, zählt MAHLE zu den Top-3-Systemanbietern von Kolbensystemen, Zylinderkomponenten, Ventiltriebsystemen, Luftmanagement-Systemen und Flüssigkeitsmanagement-Systemen. Das Unternehmen beschäftigt mehr als 40.000 Mitarbeiter an 110 Produktionsstandorten und in sieben Forschungs- und Entwicklungszentren. Der Umsatz betrug 2006 über 4,3 Mrd. EUR (5,8 Mrd. USD). Die Zentrale des Automobilzulieferers ist in Stuttgart beheimatet.
Neben den Kolbensystemen bilden die Produktlinien Luftmanagement-Systeme und Flüssigkeitsmanagement-Systeme mit rund 1,2 Mrd. EUR Umsatz den zweitgrößten Produktbereich. Es werden Produkte für alle Filteraufgaben am Automobil geliefert, einschließlich Entlüftungen und den Ansaugsystemen.
MAHLE Filtersysteme unterhält einen eigenen Prototypenbau mit über 100 Mitarbeitern. Dazu gehört auch ein Prototypenwerkzeugbau. Rund 30% der Prototypenwerkzeuge werden selbst hergestellt, insbesondere für Know-how-intensive Produkte. 10 Mitarbeiter sind für die Werkzeugfertigung zuständig, 3 für Entwicklung und Konstruktion.
Ausstattung des Werkzeugbaus:
Maschinen: Zwei 3-Achsen- und zwei 5-Achsen-Fräszentren, eine Erodiermaschine. Software: Cimatron mit MoldDesign, QuickElectrode, Quick- Compare, QuickSplit, CAM-Modul mit 3+2-Achsen-Bearbeitung, diverse Standard-
Datenschnittstellen sowie Schnittstellen für CATIA und Pro/E. Anzahl der Lizenzen/User: 5x CAD, 3x CAM.
Produktionsmenge: ca. 80 Werkzeuge/Jahr.
Weitere Infos: www.mahle.com
Mit MoldDesign gelingt der Einstieg in die Werkzeugkonstruktion sehr schnell. QuickCompare gehört
aus unserer Sicht zu den Schlüsselmodulen für den Prototypenwerkzeugbau.
Das Unternehmen WeForm in Viechtach hat aufgrund wachsender Kundenansprüche in eine vollautomatisierte Fertigungszelle investiert, die 5-Achsen-HSC-Fräsbearbeitung und Automatisierung integriert, um Produktionskapazitäten zu erweitern und Effizienz zu steigern. Cimatron liefert hierbei entscheidende CAD/CAM-Tools für die Werkzeug- und Formenbauprozesse.
Everstampi, ein Familienunternehmen in Misinto mit mehr als 40 Jahren Erfahrung in der Konstruktion von Kunststoffformen, zeichnet sich durch seine Innovation und seinen Fokus auf den Kundenservice aus. Es verwendet CAD/CAM-Lösungen von Cimatron, um den Produktionsprozess zu optimieren und komplexe, hochpräzise Formen zu gewährleisten.
Classic Tool & Die konnte durch den Einsatz der fortschrittlichen CAD/CAM-Software von Cimatron eine Produktivitätssteigerung von 75 % erzielen und seinen CO2-Ausstoß verringern, während es gleichzeitig erfolgreich anspruchsvolle Projekte zur Konstruktion von Werkzeugen in Angriff nahm und Innovationen bei Automobilherstellern förderte.
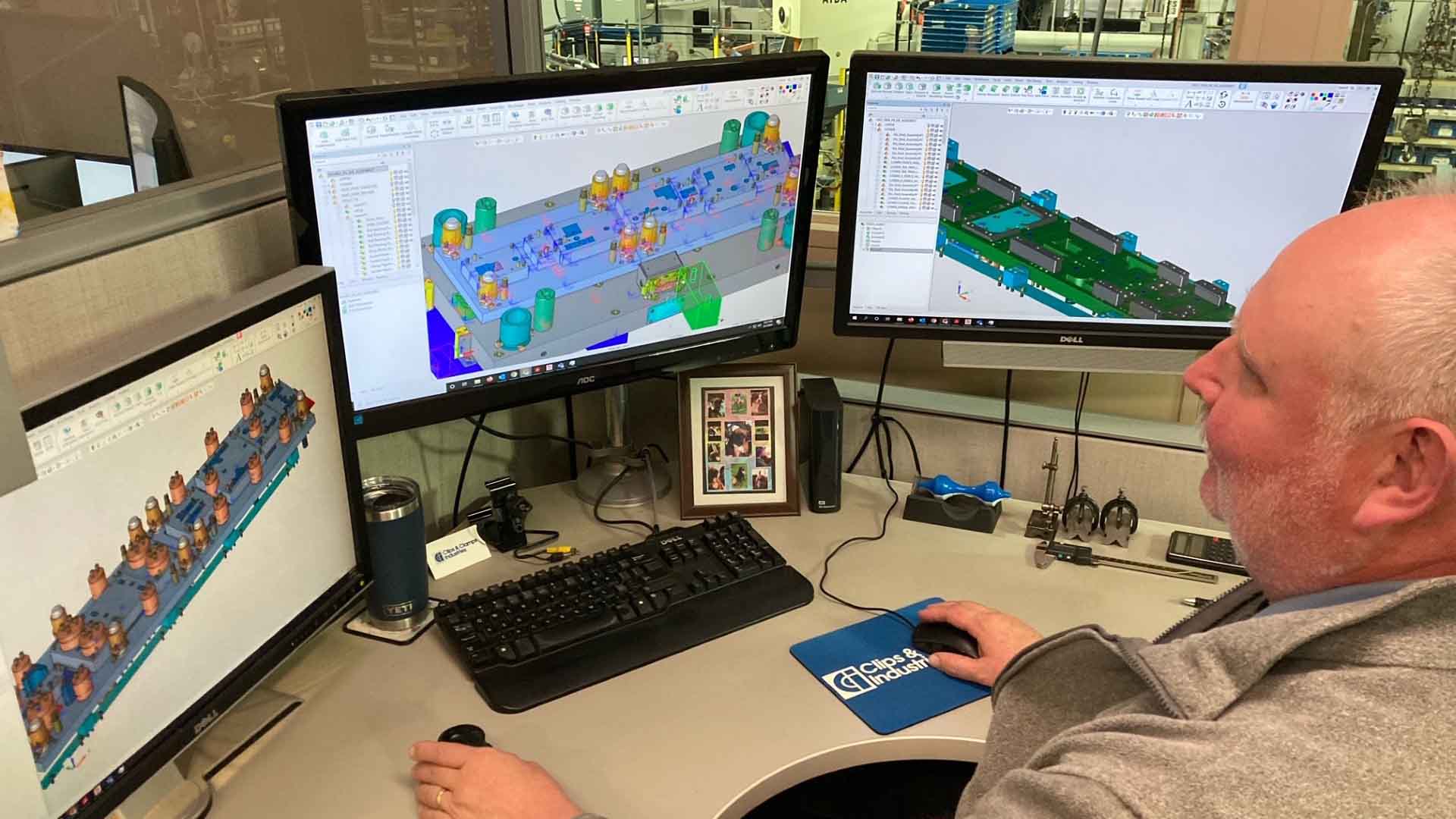
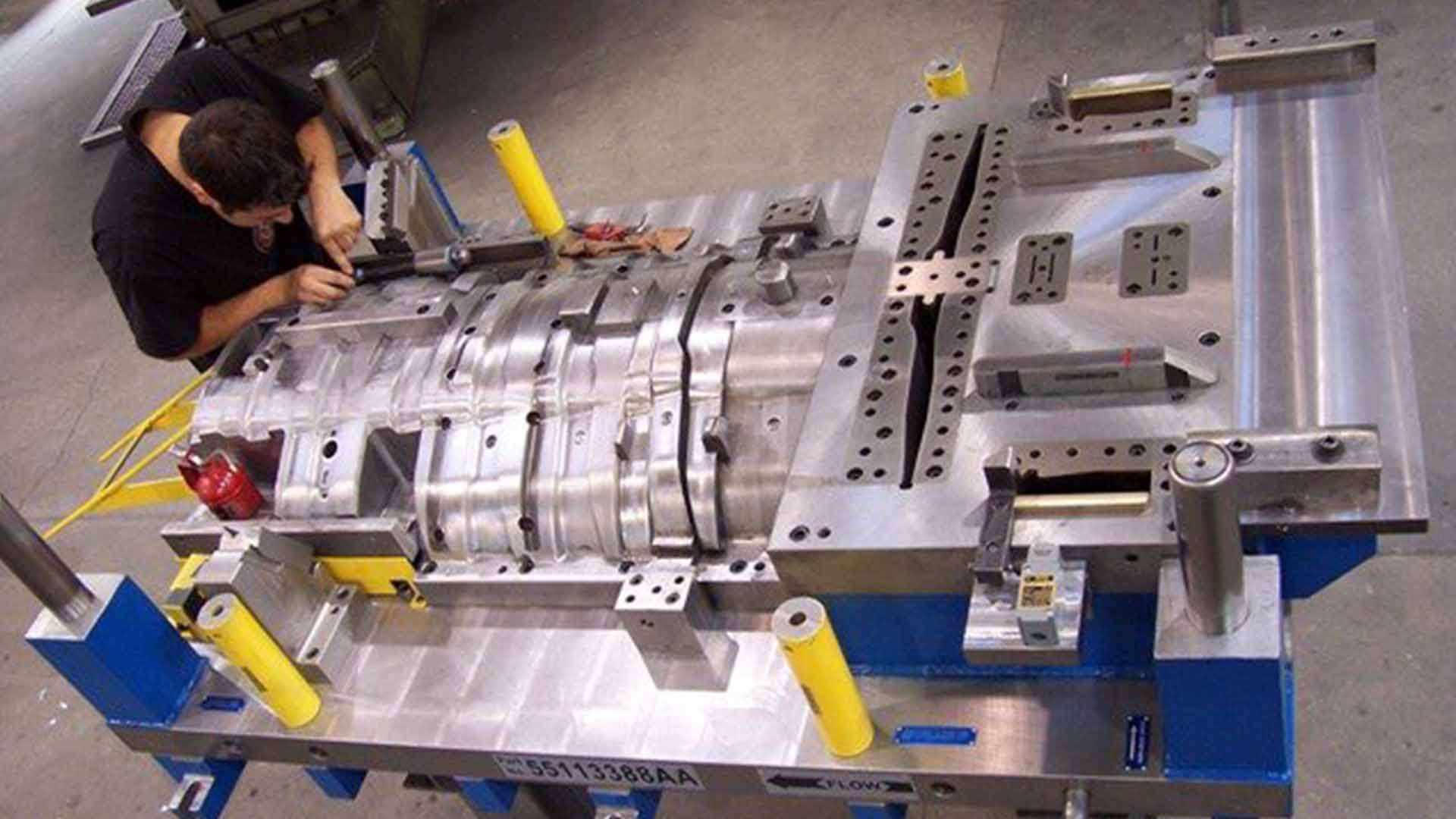
Cimatron ermöglicht Clips & Clamps Industries effizientere Werkzeugkonstruktion und -fertigung, was zu Einsparungen in Stahl und erhöhter Produktivität führt und den Kunden qualitativ hochwertige Werkzeuge liefert.
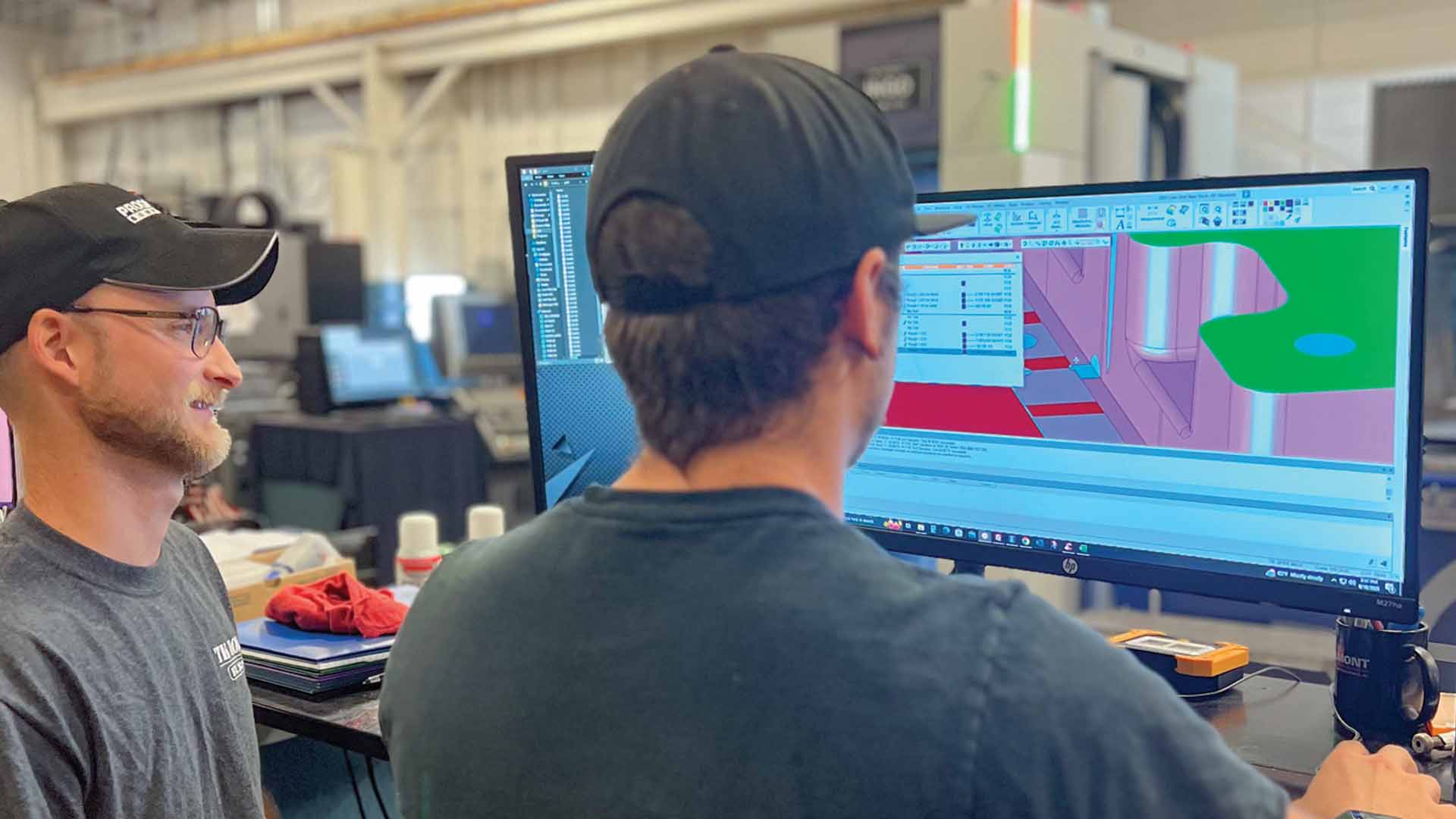
Seit seiner Gründung nutzt TK Mold die integrierte CAD/CAM-Software von Cimatron, um seinen Arbeitsablauf von der Angebotserstellung und Konstruktion über die Bearbeitung und das Erodieren bis hin zur Montage zu rationalisieren. Das Unternehmen investiert außerdem regelmäßig in Weiterbildungsmaßnahmen, um sicherzustellen, dass das gesamte Team die leistungsfähige Software optimal nutzt. Dies hat sich ausgezahlt, da die Lieferzeiten für die Werkzeuge verkürzt und die Produktivität der Werkstatt erhöht werden konnten.
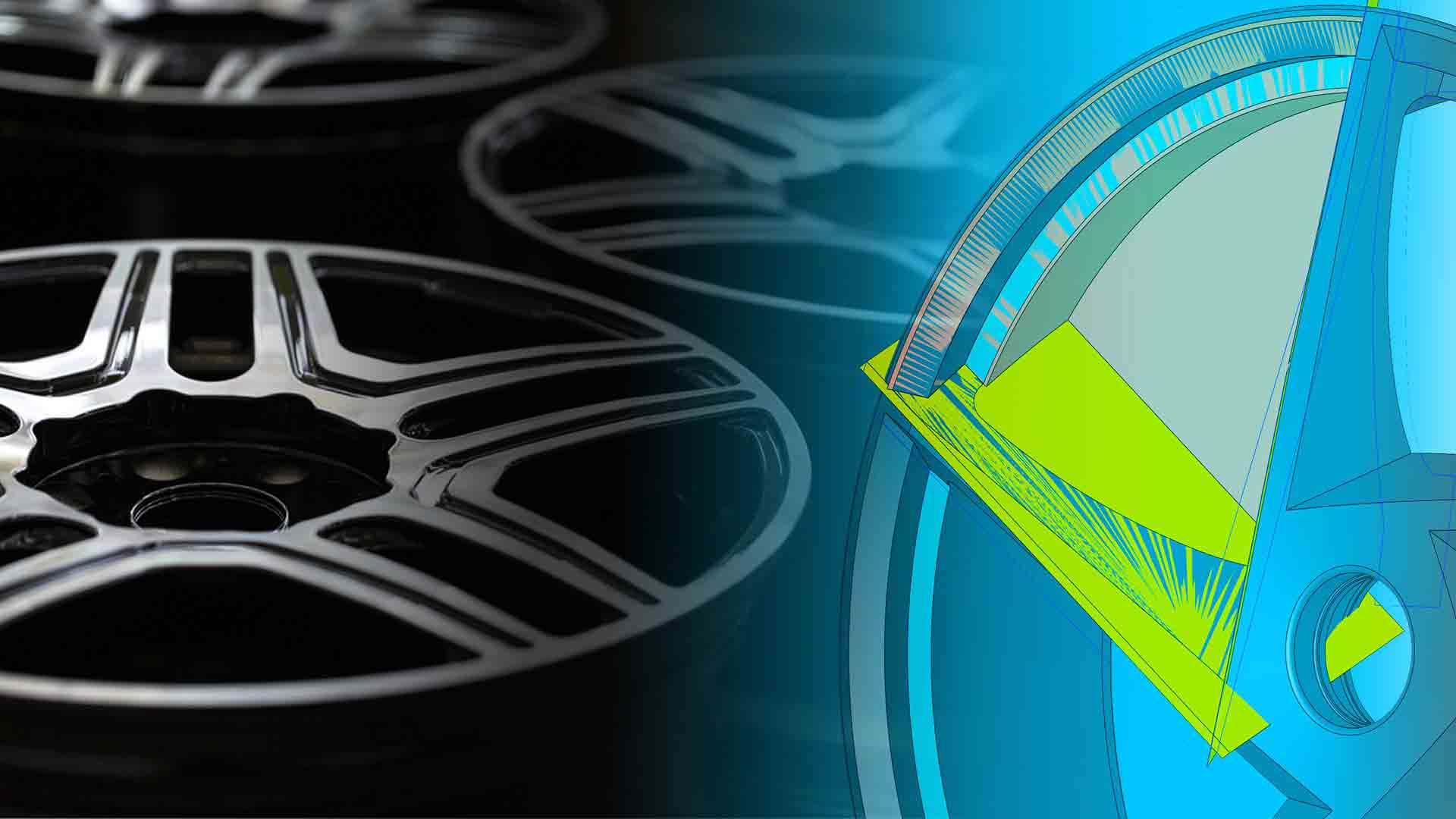
Die Fähigkeit, schnell auf die Wünsche der Kunden einzugehen und gleichzeitig eine hohe Qualität zu gewährleisten, zeichnet 2elle-engineering in der Welt der geschmiedeten Metallräder aus. Die Konstruktion mit einer flexiblen und effizienten CAD-Software wie Cimatron spielt dabei eine entscheidende Rolle.