
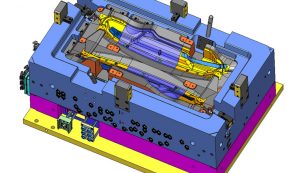
Bei Hiltel Formentechnik hat man sich auf die Konstruktion innovativer Spritzgießwerkzeuge für ein breites Kundenspektrum spezialisiert. Konstruiert wird ausnahmslos parametrisch, mit Cimatron und dem Modul MoldDesign, was auch bei hochkomplexen Werkzeugen extrem kurze Durchlaufzeiten ermöglicht. Die Strategie zahlt sich aus, wie das steigende Auftragsvolumen beweist.
Zu den Besten auf dem eigenen Gebiet zu gehören, dieses Ziel stand für den gelernten Werkzeugmacher Michael Hiltel nie außer Frage. Das war schon während seiner Arbeit im Werkzeugbau so - in der Werkstatt, später in der Konstruktion, und erst recht bei der Gründung des eigenen Konstruktionsbüros Hiltel Formentechnik im Jahr 2006. Inzwischen beschäftigt das noch junge Unternehmen fünf Konstrukteure, die sich ausschließlich mit der Konstruktion von Spritzgießformen beschäftigen – Tendenz steigend. Damit darf sich die Firma Hiltel bereits im dritten Jahr ihres Bestehens zu den „Großbetrieben” im Bereich Formenkonstruktion zählen, einem Marktsegment, in dem Ein- oder Zweimann-Büros eher die Regel denn die Ausnahme sind. Wer die Hiltel Formentechnik besucht, fährt nach Neunkirchen am Sand, wenige Kilometer vor den Toren Nürnbergs an der A9 gelegen, biegt ab in Richtung Bahnhof und ist da. Michael Hiltel sitzt in seinem Büro im Erdgeschoss, das er mit einem seiner Konstrukteure teilt. „Wir machen im Schnitt 150 Projekte im Jahr und bedienen einen überwiegend festen Kundenstamm mit aktuell rund 20 aktiven Kunden”, sagt der sympathisch wirkende Franke. „Unsere Kunden sind fast ausschließlich selbständige Werkzeugbau-Betriebe mittlerer Größe mit bis zu 40 Mitarbeitern.” Ein Kundenspektrum, das sich etwa zu zwei Dritteln auf den Bereich Automotive und zu einem Drittel ziemlich gleichmäßig auf die Sparten Spielwaren, Haushalt, Elektronik und Sanitärtechnik verteilt. „Der Großteil unserer Kunden hat keine eigene Werkzeugkonstruktion und da kommen wir ins Spiel. Die zweite wichtige Kundengruppe sind Werkzeugbauer, die ihre Werkzeuge selbst konstruieren, aber bei Engpässen auf externe Dienstleister ausweichen, die dem eigenen Qualitätsanspruch gerecht werden.“ Alle diese Kunden gilt es so zu bedienen, dass sie nicht nur zufrieden sind, sondern auch wieder kommen und die Hiltel Formentechnik GmbH weiter empfehlen. „Das ist eine der großen Herausforderungen, denen wir uns jeden Tag aufs Neue stellen, und zwar gerne”, sagt Hiltel.
Als Hiltel mit seiner Firma vor drei Jahren startete, stand die Auswahl und Anschaffung von CAD/CAM-Software, die genau die Anforderungen eines Konstruktionsbüros für Spritzgießwerkzeuge zu erfüllen hatte, ganz oben auf der Prioritätenliste. Eine Art Pflichtenheft wurde aufgestellt, und nach einer Vorauswahl unter den am Markt zu findenden CAD-Produkten kamen drei Produkte in die engere Wahl. Alles Lösungen, die speziell auf die Belange im Werkzeug- und Formenbau abgestimmt sind, einschließlich Elektrodenableitung und eng verzahnten CAM-Funktionen. Cimatron machte schließlich das Rennen. „Knapp, aber dennoch eindeutig“, wie Hiltel betont. Eine Rolle spielte dabei auch, dass der heutige Firmeninhaber schon bei einem seiner früheren Arbeitgeber Erfahrungen mit Cimatronsammeln konnte, die überwiegend positiv gewesen seien. Hiltel gibt zu, dass er auch mit NX von Siemens PLM geliebäugelt hätte, mit dem er in seiner 11-jährigen Laufbahn als Werkzeugkonstrukteur ebenfalls gearbeitet hatte und das für ihn nach wie vor zur Königsklasse der Konstruktionssoftware zählt. „Doch in einem effizienten Konstruktionsalltag, in dem bestimmte Funktionen, Abläufe und Programmeigenschaften benötigt werden, können solche Systeme kaum ihre Stärken ausspielen.” So sei es so gut wie unmöglich, mit so einem System intuitiv zu arbeiten. „Es ist zwar alles realisierbar, doch mit wesentlich höherem Zeitaufwand.” Ein K.o.- Kriterium für viele Werkzeugbauer, da der zeitliche Druck immens ist. Hier punkten klar die speziellen Lösungen für den Werkzeugbau, die bei der Werkzeugkonstruktion für den oft entscheidenden Zeitvorteil sorgen. Dies macht sich bei dem Thema Trennung ebenso positiv bemerkbar wie bei der Gestaltung der Angusspunkte, der Konstruktion der Auswerfer oder bei der Auslegung der Kühlung.
Ein umsatzmäßig kleiner aber zunehmend wichtiger Bereich ist bei Hiltel das Projektmanagement. Also den Kunden mehr bieten als Dienst-nach-Vorschrift, wie es Michael Hiltel etwas zugespitzt formuliert. „Wir fahren immer häufiger im Vorfeld mit dem Kunden zu dessen Auftraggeber, schauen uns die Teile mit an und eruieren gemeinsam die Vorgehensweise.“ So wie vor ein paar Wochen, als ein Kunde bei Hiltel anklopfte. „Der hatte den Wunsch, dass das ganze Projekt über uns abgewickelt wird, damit von der Vorbesprechung bis zur Abmusterung alles aus einer Hand kommt. Wir begrüßen das, da es für uns und für den Kunden klare Vorteile hat.“ Dabei wird viel mit Online-Sitzungen gearbeitet. Fragen können auf diesem Weg schnell und ersichtlich geklärt werden. Und der Kunde ist stets im Bild über den aktuellen Status seines Projekts. Um den Kunden mehr bieten zu können, arbeitet man bei Hiltel auch mit Partnern zusammen: Zwei Werkzeugbauer aus der Region, die auch Cimatron nutzen. „So gibt es keine Probleme mit dem Datenaustausch, weil wir dann im Gegenzug die Elektroden-Ableitung und NC-Programme gleich mit einfließen lassen.“ Auch hier wird der Vorteil der Cimatron-Lösung deutlich: Ein durchgängiges, schnittstellenfreies System, von der Konstruktion bis zur Maschinensteuerung. Im CAM-Bereich verfügt man bei Hiltel übrigens über alle maschinenspezifischen Postprozessoren, um die Bearbeitungszentren, mit denen die beiden Werkzeugbaupartner arbeiten, mit fertigen NC-Programmen beliefern zu können.

Doch nicht in allen Vorgehensweisen orientiert sich Hiltel an dem, was im Werkzeug-bau normalerweise üblich ist. So wird in Neunkirchen ausschließlich parametrisch konstruiert. Das ist zwar im ersten Moment aufwendiger, kostet mehr Einarbeitungszeit, und geht vor allem bei großen Baugruppen auf die System-Performance, hätte aber unter dem Strich klare Vorteile, wie Hiltel hervorhebt: „Parametrik hilft uns bei so wichtigen Themen wie Schwund und Veränderung der Formgröße oder bei Konzeptänderungen, wo wir dank Parametrik viel übernehmen können. Oder nehmen wir das Einsetzen von Formkernen; Sie verschieben den Kern und die ganze Kontur oben geht mit. Das sind nur ein paar Klassiker zum Thema Parametrik.” Von der Ableitung von Varianten hält Michael Hiltel im Werkzeugbau nicht viel, weshalb man grundsätzlich jedes Projekt neu anlegt. „Sonst entstehen Altlasten, bei denen wir nicht abschätzen können, was passiert.” Was man natürlich benutzt, sind fertige Komponenten, die vom Auftraggeber geliefert werden. So habe man einen Stammkunden, der ein riesiges Repertoire an Normteilen auf Lager hat. Die sind bei Hiltel in Cimatron komplett parametrisch abgelegt. „Wir starten ein Projekt und holen uns dann, wie eine klassische Katalogfunktion, die einzelnen Komponenten rein, und verändern dann nur noch deren Größe.” Platzierungen und Verbindungen bleiben bestehen. „So holen wir dann auch die Effizienz raus. Mit einem unparametrischen System würde das nicht funktionieren.” Wie geht man in Neunkirchen mit Daten um, die angeliefert werden? Prinzipiell lässt sich bei Cimatron mit offenen Modellen, die zum Beispiel beim Import über STEP oder IGES Federn lassen mussten, weiter arbeiten. Das hat im reinrassigen Werkzeugbau, wo die Daten meist im Hause bleiben, klare Vorteile, weil man sich die Reparatur spart. Bei einem Konstruktionsbüro ist der Fall allerdings etwas anders gelagert. „Cimatron bietet uns zwar die Möglichkeit, mit offenen Modellen zu arbeiten, was uns am Schluss allerdings nichts nützt, weil die Daten von uns ja wieder herausgegeben werden müssen”, erklärt Hiltel. Auf etwa ein Prozent beziffert Hiltel die Quote für manuell stattfindende Reparaturen, die anderen 99 Prozent erledigen die ausnehmend gut funktionierenden Schnittstellen von Cimatron automatisch. Vor allem auf die extra mitgekaufte Catia- Schnittstelle möchte Hiltel nicht verzichten, da man mit diesem Format viel zu tun hat und diese nahezu perfekt funktioniere. Wo man trotz Reparatur nicht mehr weiter kommt, schickt man die Daten zu einem externen Dienstleister für CAD- Datenreparatur, der mit Spezialsoftware auch bei aussichtslos erscheinenden Fällen noch für perfekte Ergebnisse sorgt.
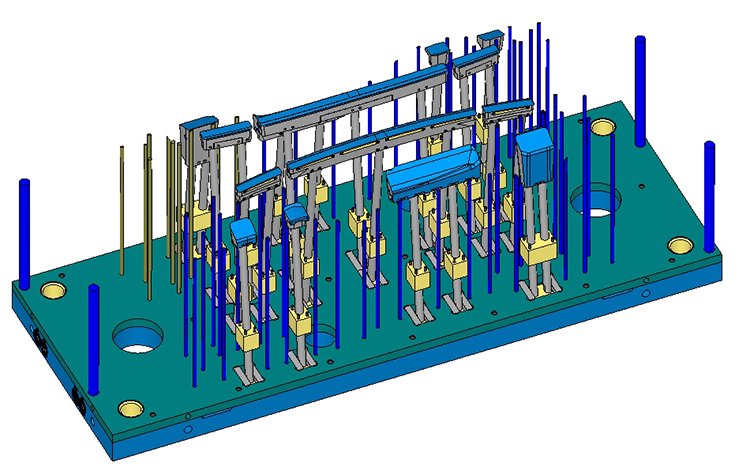
Zur eigentlichen Arbeitsorganisation befragt, sagt Michael Hiltel: „Unser größtes Augenmerk ist immer die höchstmögliche Flexibilität zu behalten um den Kunden jederzeit mit Teillieferungen versorgen zu können.” Je nach Projekt ist die Vorgehensweise unterschiedlich. Nach Vorbesprechung und Konzeption beginnt die 3D-Phase. Mancher Kunde will zu diesem Zeitpunkt bereits das Material bestellen. Im Anschluss fokussiert man auf die Ausarbeitung der konturgebenden Teile, da diese bei rund 70 Prozent aller Kunden als Zwischenlieferung direkt im Anschluss abgefragt werden. „Diese Daten sind dann zwar noch nicht ganz ausgereift, zum Beispiel bei Auswerfern und Kühlung, aber in der Fertigung kann man dann schon die NC-Programme erstellen und die Elektroden ableiten.“Wenn es besonders zeitkritisch ist, nutzt man häufig das Concurrent Engineering in Cimatron, wo schon mal zwei Mitarbeiter gleichzeitig an einem 3D-Modell arbeiten, während sich der Dritte bereits um die ersten Zeichnungen kümmert. So werden dann in Neunkirchen auch sehr aufwendige Projekte in einem kurzen Zeitraum gestemmt.
Bei Details, wie beispielsweise die Festlegung von Anspritzpunkten, wird unterschiedlich vorgegangen. Werden FEM-Berechnungen im Bereich Spritzgießsimulation gemacht, was laut Aussage von Michael Hiltel vor allem bei Sichtteilen immer häufiger nachgefragt wird, werden die Anspritzpunkte durch die Berechnungsergebnisse definiert. Hiltel bietet Füllsimulation als zusätzliche Dienstleistung an. Wird nicht simuliert, werden die Anspritzpunkte meist von Hiltel selbst in Absprache mit dem Kunststoffverarbeiter oder dem Werkzeugmacher fest gelegt. Da Hiltel mit Cadenas arbeitet, wird, wenn vom Kunden nicht anders vorgeben, bevorzugt mit Produkten von Herstellern gearbeitet, die diese Normteilebibliothek unterstützen. “Von manchen Kunden erhalten wir Lastenhefte mit vorgegebenen Norm- Bauteilen, die dann nach deren Vorgaben in die Werkzeuge eingebracht werden müssen und andere lassen uns die komplette Freiheit”, fasst Michael Hiltel zusammen. „Grundsätzlich ist es unser Ziel, möglichst stabile und zuverlässige Werkzeuge zu konstruieren, die gleichzeitig für den Werkzeugbauer günstig zu fertigen sind.”
Die Hiltel Formentechnik wurde 2006 gegründet und hat sich auf die Konstruktion von Spritzgießwerkzeugen sowie auf Dienstleistungen wie CAM-Programmierung und Füllsimulation spezialisiert. Firmensitz ist Neunkirchen am Sand in der Nähe von Nürnberg.
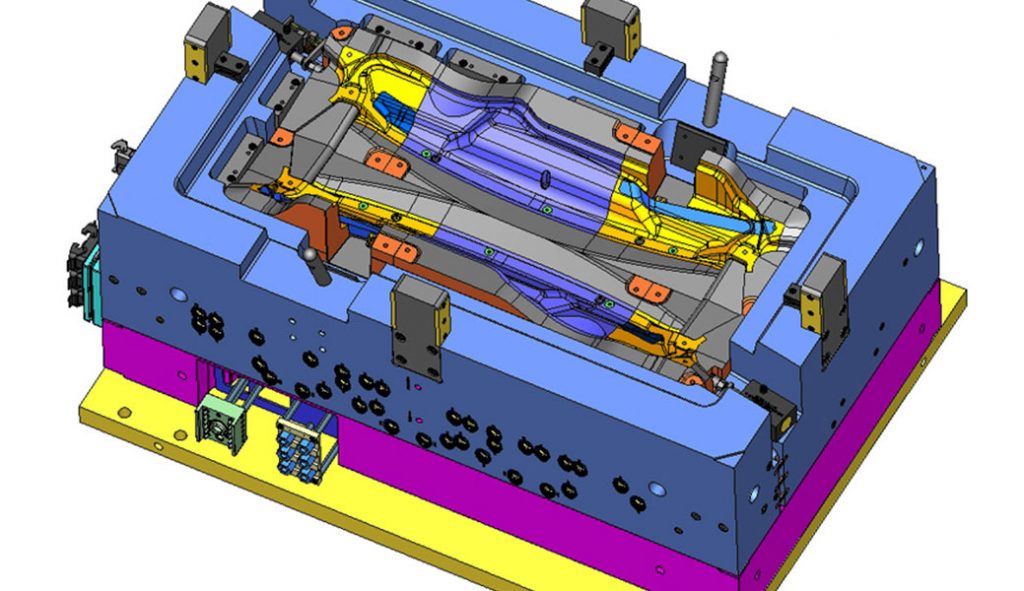
Konstruiert werden Werkzeuge unterschiedlicher Größe bis zu 200 KN Schließkraft für zahlreiche Branchen und Anwendungen – vom Mikroschalter oder der Verpackung für Kontaktlinsen bis hin zur Armaturentafelverkleidung.
Dabei können alle in der Thermoplastverarbeitung verbreiteten Technologien zum Einsatz kommen: Standard- und Zweikomponentenspritzguss
ebenso wie Textil-, Folien-, Holz- oder Aludekorhinterspritzen.
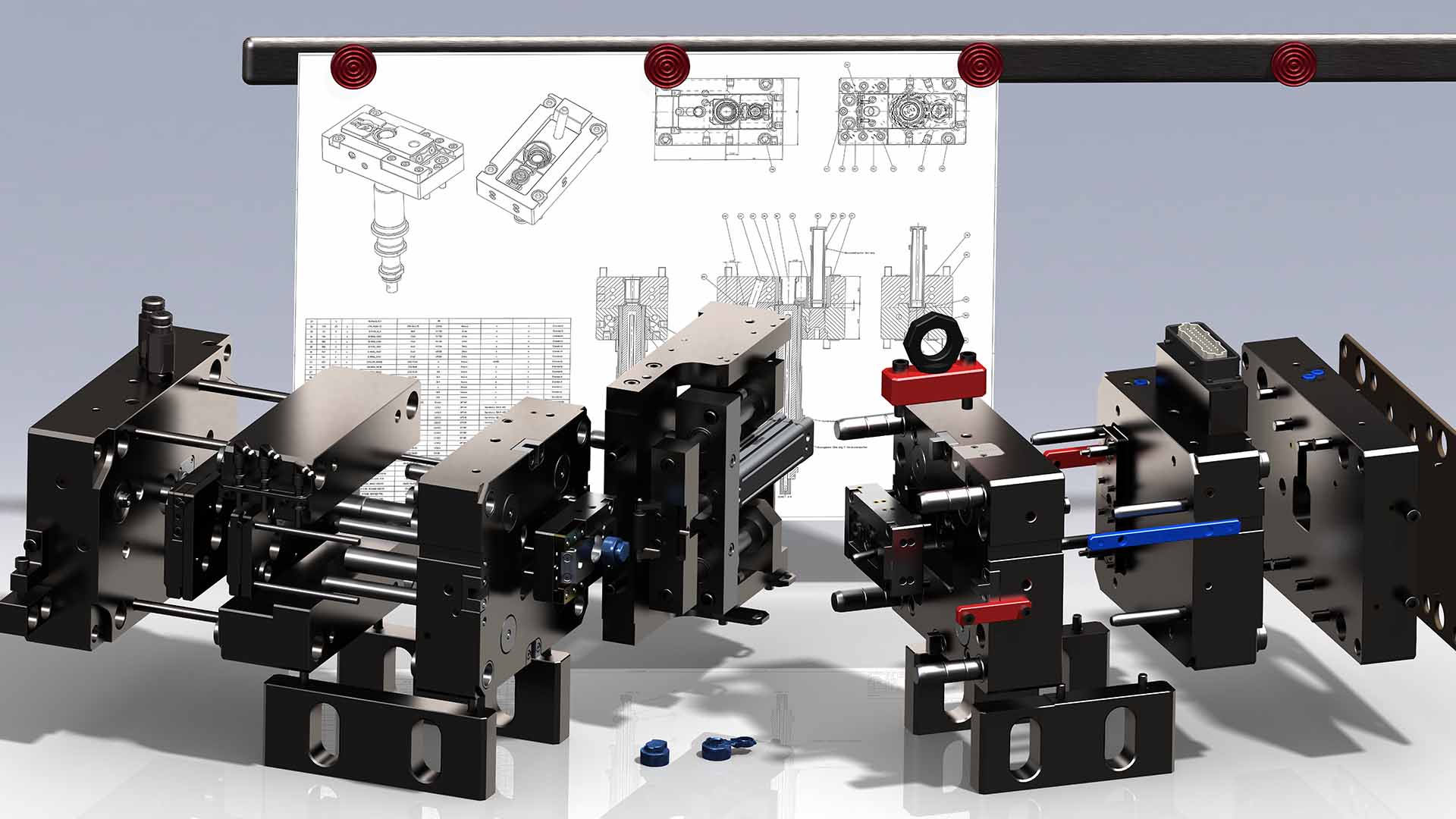
Im CAD/CAM-Bereich sind alle Arbeitsplätze mit Cimatron ausgerüstet. Im Einsatz sind aktuell die DesignerSolution mit MoldDesign für die Formenkonstruktion und Schnittstelle zu Catia V5, QuickCompare für das Änderungsmanagement, das Elektrodenmodul QuickElectrode sowie die NC-MasterSolution für 3-Achsen- Programmierung einschließlich diverser Postprozessoren im Fräsbereich.
Weitere Infos: www.hiltel-formentechnik.de
Wir sind rundherum zufrieden, nicht zuletzt auch, was die Zusammenarbeit mit der Cimatron Mannschaft betrifft
Das Unternehmen WeForm in Viechtach hat aufgrund wachsender Kundenansprüche in eine vollautomatisierte Fertigungszelle investiert, die 5-Achsen-HSC-Fräsbearbeitung und Automatisierung integriert, um Produktionskapazitäten zu erweitern und Effizienz zu steigern. Cimatron liefert hierbei entscheidende CAD/CAM-Tools für die Werkzeug- und Formenbauprozesse.
Everstampi, ein Familienunternehmen in Misinto mit mehr als 40 Jahren Erfahrung in der Konstruktion von Kunststoffformen, zeichnet sich durch seine Innovation und seinen Fokus auf den Kundenservice aus. Es verwendet CAD/CAM-Lösungen von Cimatron, um den Produktionsprozess zu optimieren und komplexe, hochpräzise Formen zu gewährleisten.
Classic Tool & Die konnte durch den Einsatz der fortschrittlichen CAD/CAM-Software von Cimatron eine Produktivitätssteigerung von 75 % erzielen und seinen CO2-Ausstoß verringern, während es gleichzeitig erfolgreich anspruchsvolle Projekte zur Konstruktion von Werkzeugen in Angriff nahm und Innovationen bei Automobilherstellern förderte.
Cimatron ermöglicht Clips & Clamps Industries effizientere Werkzeugkonstruktion und -fertigung, was zu Einsparungen in Stahl und erhöhter Produktivität führt und den Kunden qualitativ hochwertige Werkzeuge liefert.
Seit seiner Gründung nutzt TK Mold die integrierte CAD/CAM-Software von Cimatron, um seinen Arbeitsablauf von der Angebotserstellung und Konstruktion über die Bearbeitung und das Erodieren bis hin zur Montage zu rationalisieren. Das Unternehmen investiert außerdem regelmäßig in Weiterbildungsmaßnahmen, um sicherzustellen, dass das gesamte Team die leistungsfähige Software optimal nutzt. Dies hat sich ausgezahlt, da die Lieferzeiten für die Werkzeuge verkürzt und die Produktivität der Werkstatt erhöht werden konnten.
Die Fähigkeit, schnell auf die Wünsche der Kunden einzugehen und gleichzeitig eine hohe Qualität zu gewährleisten, zeichnet 2elle-engineering in der Welt der geschmiedeten Metallräder aus. Die Konstruktion mit einer flexiblen und effizienten CAD-Software wie Cimatron spielt dabei eine entscheidende Rolle.