
Mantenga temperaturas uniformes utilizando moldes de inyección con refrigeración conforme.
Desde los inicios del moldeo por inyección industrial, mantener una temperatura uniforme en la superficie del molde ha sido un reto constante.
En su afán por mantener temperaturas uniformes, los fabricantes han utilizado deflectores, burbujas y tubos de calor; han laminado bloques entre sí y han añadido complejas configuraciones de perforación a sus moldes.
Durante la última década, la refrigeración conformada -diseño de canales de refrigeración que siguen de forma natural los contornos de una pieza- se ha posicionado como una solución para controlar las temperaturas del moldeo por inyección. Pero la refrigeración conformada añade nuevas capas de complejidad de diseño y producción al proceso de fabricación de moldes, lo que la sitúa fuera del alcance de la mayoría de los talleres.
Bastech—an Ohio-based, one-source solution provider for shop floor, additive manufacturing services, and equipment sales—has wrestled with temperature issues, but believes it has found a way to introduce a new level of simplicity, efficiency, and economy to conformal cooling.
El avance de Bastech, documentado en dos pruebas comparativas recientes, se basa en el software CAD/CAM Cimatron y la impresora 3D ProX DMP 200. Bastech realiza simulaciones de los diseños de moldes de refrigeración conformados con el software Moldex3D e inspecciona los moldes de impresión directa en metal (DMP) terminados con el software de inspección y metrología Geomagic Control X.
El proceso representa una solución de fabricación integral con una integración sencilla entre los mundos digital y físico, todo ello con productos Cimatron.
"La combinación de un potente software diseñado para aprovechar todas las capacidades de la impresión 3D con impresoras que ofrecen una pieza metálica totalmente densa con superficies lisas y un posprocesado limitado proporciona una metodología sólida como una roca para construir moldes de refrigeración personalizados", afirma Ben Staub, director general de Bastech.
La primera prueba de Bastech comparó dos piezas muy similares en cuanto a volumen, tamaño y configuración de diseño. Bastech diseñó una con un núcleo conformado e imprimió la pieza en 3D; diseñó la otra con una configuración estándar de deflectores en espiral y fabricó la pieza de forma convencional.
Bastech creó el diseño de refrigeración conformada con el software Cimatron, que cubre todo el ciclo de fabricación de moldes, desde el presupuesto hasta el diseño, la aplicación de cambios de ingeniería y la programación NC y EDM. Cimatron incluye funciones de diseño y análisis de refrigeración que admiten tanto canales de refrigeración perforados tradicionalmente como canales de refrigeración conformados para la fabricación mediante tecnologías de impresión 3D.
Gracias a la estrecha integración con Moldex3D, los diseñadores de moldes de inyección que trabajan en Cimatron tienen la posibilidad de realizar análisis automatizados de llenado de moldes para optimizar la disposición de los canales de refrigeración.
"La combinación de Cimatron y Moldex ofrece software experto para ayudar a los ingenieros menos experimentados a crear diseños de mejor calidad", afirma Staub. "Se trata de una consideración importante, ya que la demanda de matriceros experimentados es mucho mayor que la menguante oferta".
"El diseño para la impresión 3D requiere una comprensión del diseño de soporte estructural para lograr un verdadero diseño basado en los requisitos, así como reducir el coste de los materiales y el tiempo de construcción", añade el director de ingeniería de Bastech, Scott Young. "Este tipo de experiencia se construye dentro del software Cimatron, que permite a nuestros diseñadores pensar en el diseño sin preocuparse de navegar por el paquete CAD para definir canales internos complejos".
El diseño de Bastech para el primer punto de referencia era una hélice cónica colocada en el interior de un cono espaciador utilizado para montajes industriales. Creaba canales de refrigeración conformados mediante la rotación de una configuración en forma de lágrima, de modo que uno de los lados quedaba paralelo a la superficie exterior del núcleo mientras se mantenía una distancia constante respecto a él. Al recorrer la sección transversal a lo largo de una hélice cónica, Bastech diseñó una geometría que el ProX DMP 200 podía construir en una sola pasada.
El diseño del molde llevó dos días y se imprimió en 3D en la ProX DMP 200 en tres días. Para maximizar su productividad, Bastech combinó la tirada de impresión 3D del molde con piezas necesarias para otros proyectos de Bastech.
La ProX DMP 200 es una alternativa rentable a los procesos de fabricación tradicionales, ya que ofrece menos residuos, mayor velocidad de producción, tiempos de preparación cortos, piezas metálicas muy densas y la posibilidad de producir ensamblajes complejos como una sola pieza.
"Es una herramienta que mejora nuestra capacidad de moldeo", afirma Staub. "Nos proporciona herramientas de mayor rotación y resuelve los problemas de cuello de botella en el taller. Podemos ahorrar entre 30 y 40 horas por molde eliminando la electroerosión y el taladrado y reduciendo drásticamente el trabajo de CNC y pulido."
Para el núcleo helicoidal de flujo inverso, el diseño y el análisis en el software Cimatron combinados con la impresión 3D en la ProX DMP 200 ahorraron más de 40 horas de programación y tiempo de taller. Teniendo en cuenta todos los costes, el núcleo impreso en 3D supuso un ahorro neto de 1.765 dólares (18%) respecto a los métodos convencionales, según Young.
Y lo que es más importante, el molde de refrigeración conformado mantuvo una temperatura más baja durante toda la tirada y redujo el tiempo de ciclo en un 22%.
"El tiempo de ciclo lo es casi todo en el moldeo por inyección, y la capacidad de controlar la temperatura de forma constante le sigue de cerca", afirma Staub.
"Cuanto más constante sea el mantenimiento de la temperatura, más constante será el moldeo de piezas de calidad", afirma Young. "Eliminar el alabeo debido a la variación de temperatura y reducir el tiempo de ciclo representan enormes ganancias de rendimiento".

En una segunda comparativa, Bastech fue más allá del núcleo conforme para diseñar un conjunto completo de núcleo, cavidad y molde deslizante para impresión 3D. En este caso, el objetivo era mantener la misma temperatura (110F) entre los diseños convencionales y conformados para ver cómo afectaría a los resultados de enfriamiento y tiempo de ciclo.
Una vez más, Bastech registró importantes ahorros de tiempo en programación, mecanizado y pulido, y eliminó por completo la electroerosión en el diseño de refrigeración conforme. La automatización con el software Cimatron redujo el tiempo de diseño de 30 horas a sólo siete para el molde de refrigeración conforme. El ahorro total en costes del molde impreso en 3D fue de 2.505 dólares, un 16% menos.
El tiempo de enfriamiento se redujo de 10,5 segundos en el molde convencional a 7,5 segundos en el molde conformado, y el importantísimo tiempo de ciclo se redujo en un 14%.
"Aunque la temperatura seguía siendo la misma tanto en el diseño de refrigeración convencional como en el de refrigeración conformada, el diseño conformado expulsaba más líquido a través de una superficie mayor, lo que lo hacía más eficaz a la hora de refrigerar el molde", afirma Young.
"El deseo de mejorar las técnicas de refrigeración ha estado ahí durante mucho, mucho tiempo", dice Young. "Ahora tenemos el software para ayudar a los fabricantes de moldes a tomar mejores decisiones sobre cómo configurar sus cavidades, núcleos e insertos, y luego llevarlos a la realidad con la impresión 3D directa en metal".
"Con la refrigeración tradicional para el moldeo por inyección, no hay una situación perfecta", dice Staub. "Solo se pueden perforar orificios en determinados lugares, y no se pueden curvar los orificios alrededor de los canales como se puede hacer con la refrigeración conforme diseñada para la impresión 3D. Ahora ya no tenemos que aceptar compromisos en los diseños de refrigeración conformal."
Bastech adquirió la impresora ProX DMP 200 gracias a una subvención del estado de Ohio y el Instituto de Investigación de la Universidad de Dayton, por lo que parte de su misión consiste en compartir los resultados con la comunidad industrial. Staub confía en que los esfuerzos de Bastech en materia de evaluación comparativa demuestren a talleres de todos los tamaños que existen soluciones integrales sólidas para conseguir una refrigeración conforme.
"Muchos fabricantes de herramientas tendrán que adoptar estas tecnologías 3D para mejorar sus talleres", afirma. "Queremos compartir nuestros éxitos para que otros talleres vean que no solo se puede hacer, sino que se puede hacer de forma que tenga un gran impacto en su cuenta de resultados".
WeForm, en respuesta a las crecientes demandas de los clientes, invirtió en una célula de producción totalmente automatizada que integra fresado HSC de 5 ejes y software CAD/CAM Cimatron para la producción eficiente de piezas de plástico y zinc fundido a presión de alta calidad para diversas industrias.
Everstampi, una empresa familiar de Misinto con más de 40 años de experiencia en el diseño de moldes de plástico, destaca por su innovación y su atención al servicio al cliente, utilizando soluciones CAD/CAM de Cimatron para optimizar el proceso de producción y garantizar moldes complejos y de alta precisión.
Classic Tool & Die, aprovechando el avanzado software CAD/CAM de Cimatron, logró un aumento de la productividad del 75% y redujo su huella de carbono, al tiempo que abordaba con éxito proyectos de diseño de matrices difíciles y fomentaba la innovación con los fabricantes de equipos originales de automoción.
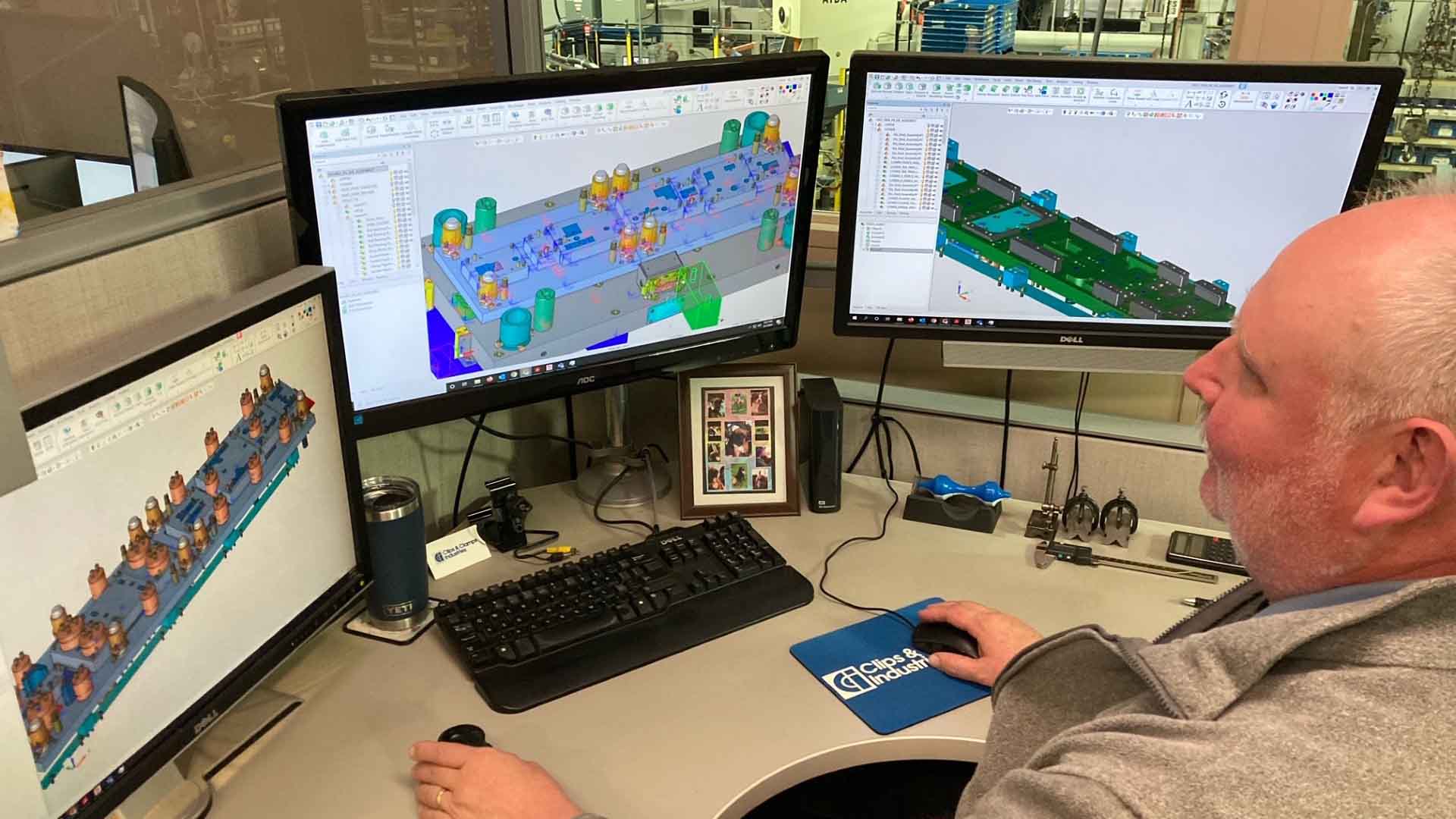
Clips & Clamps Industries gestiona eficazmente los diseños de troqueles complejos y los requisitos de producción de grandes volúmenes mediante el software CAD/CAM Cimatron, que agiliza los flujos de trabajo, optimiza los diseños y permite un importante ahorro de costes gracias a la optimización de materiales y la mejora de las capacidades de utillaje.
2elle-engineering utiliza software CAD flexible para satisfacer rápidamente los requisitos de los clientes y mantener la máxima calidad en la producción de sus llantas forjadas de primer nivel.

BNL Bearings uses Cimatron CADCAM software to design and manufacture plastic bearings that offer benefits such as corrosion resistance, chemical resistance, no need for lubrication, energy efficiency, and cost savings.