Home
Porquê Cimatron?
Redução do tempo de colocação no mercado e acerto na primeira vez
Ultrapassar a escassez de mão de obra qualificada (Automação)
Manuseamento de Geometria e Materiais Complexos
Integrar o fluxo de dados e a colaboração
Vídeos de produtos
Último Lançamento - O que há de novo
Desenho de moldes
Desenho de cunhos e cortantes
Projeto de elétrodos
Programação NC
Visualizador Cimatron
Cimatron CAD
Cimatron CAD-AI
Cimatron DieQuote
Centro de recursos
Brochuras
Histórias de clientes
Vídeos
Testemunhos em vídeo
Tutoriais
Notícias e Eventos
Notícias
Eventos
Webinars
Support & Contact
Apoio técnico
Formulário de contacto
Pedir um teste/demo
Localizador de Revendedores
Assinar a Newsletter
Português
English
Deutsch
Español
Français
Italiano
Nederlands
Türkçe
עִבְרִית
日本語
한국어
简体中文
Português
English
Deutsch
Español
Français
Italiano
Nederlands
Türkçe
עִבְרִית
日本語
한국어
简体中文
Home
> Centro de recursos > Histórias de Clientes
Histórias de clientes e casos de estudos envolvendo as nossas soluções.
Histórias de Clientes
ComplexaHPE - Desenhando com confiança
Stevenson High School - Moldes para o futuro do fabrico de molde
A automatização permite a produção 24 horas por dia, 7 dias por semana, para uma operação de um único turno, mesmo para o fabrico de ferramentas e moldes
Everstampi simplifica a conceção e a produção de moldes complexos com o Cimatron
Soluções inovadoras para matrizes: Classic Tool & Cimatron
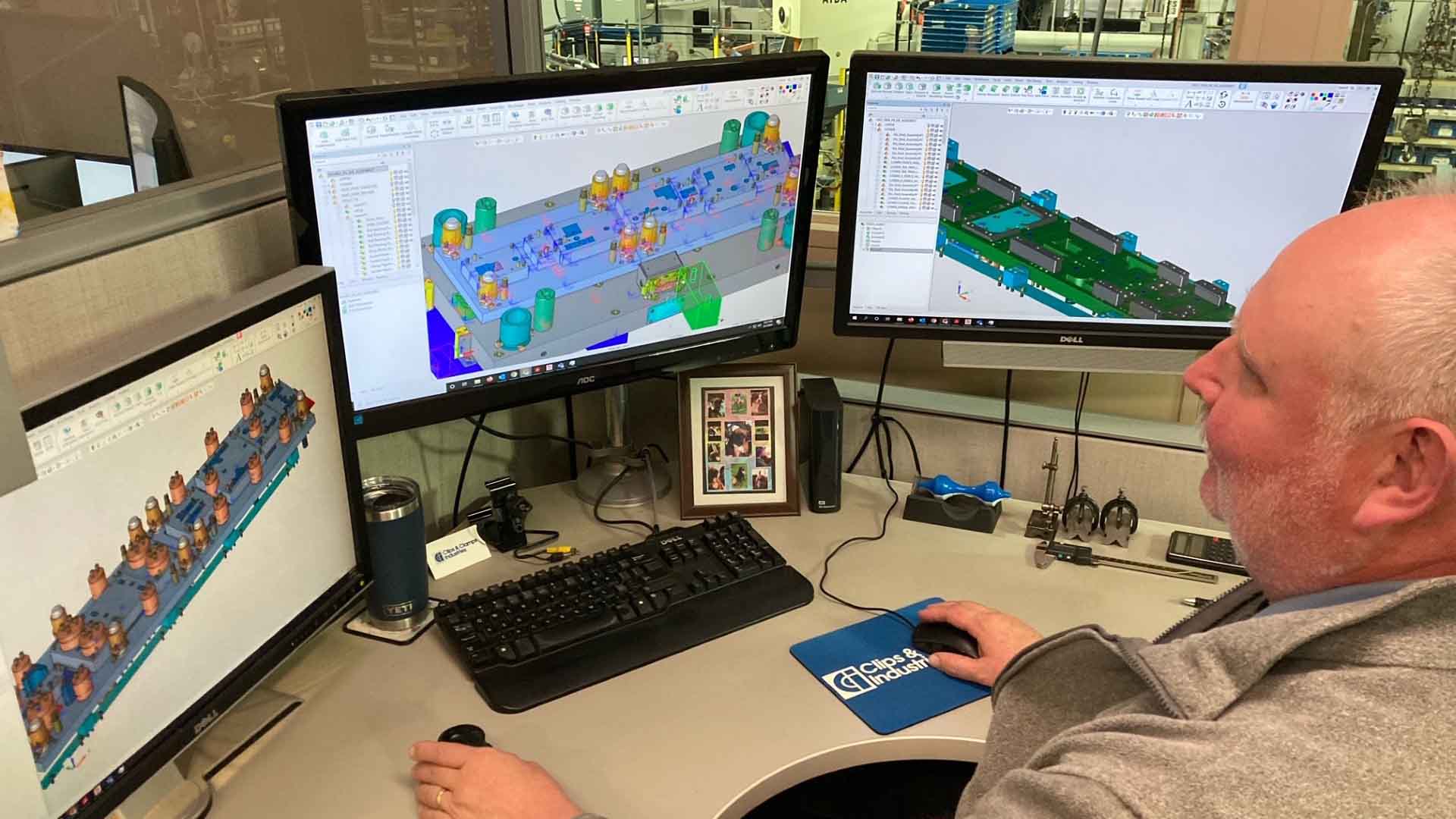
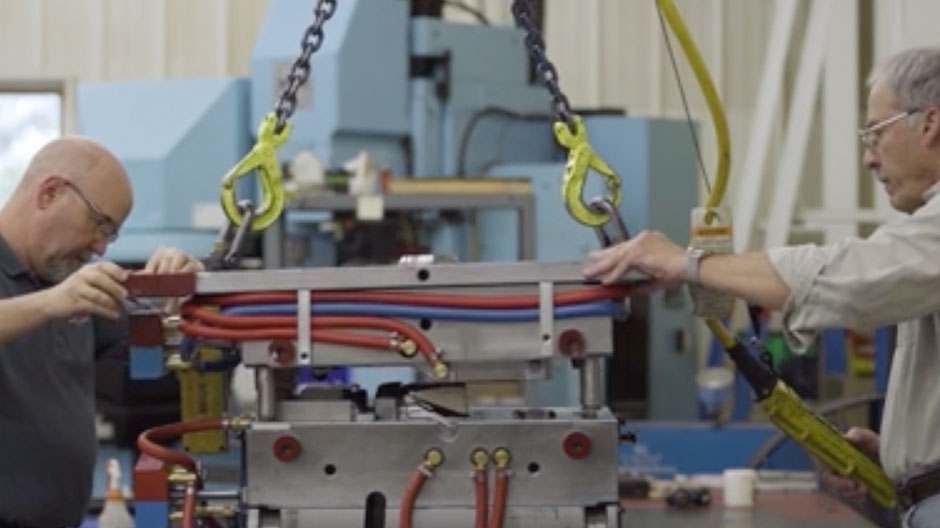
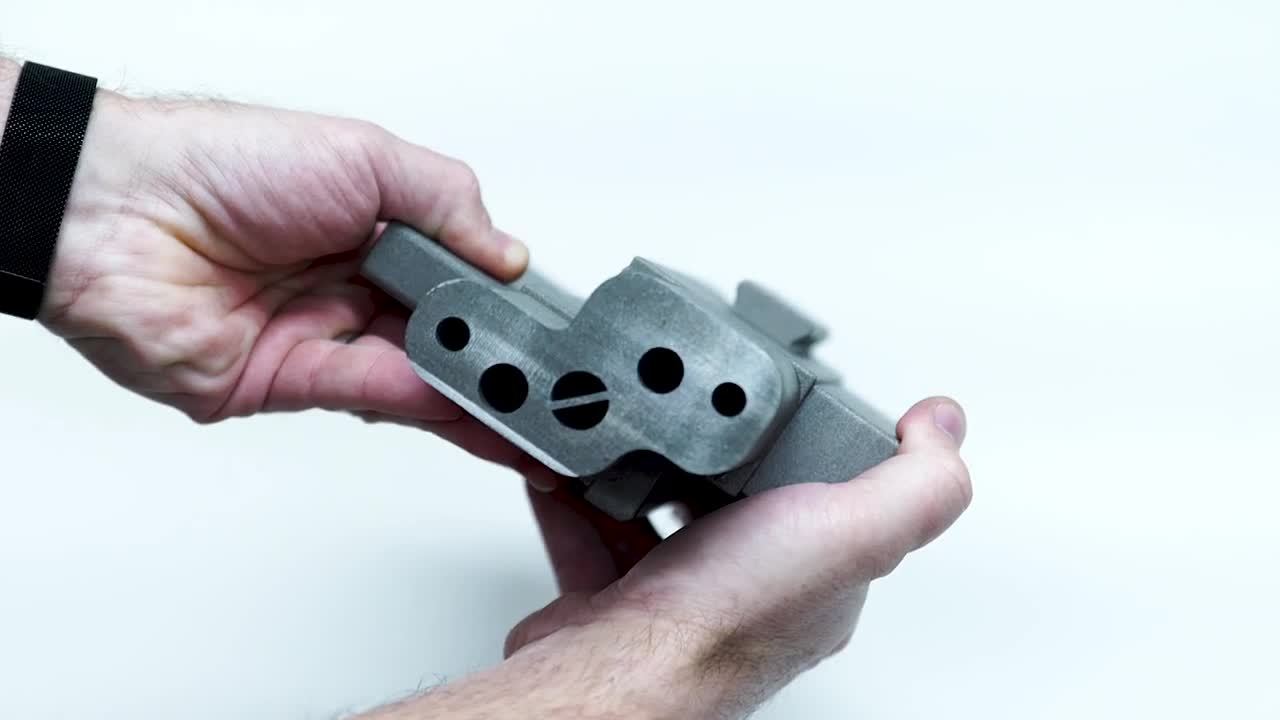
Clips & Clamps Industries
Officine Drag - Artesanato Criativo
Eurominuterie SRL Cria Detalhes de Moda com Paixão
O Molde de Fidelidade Fornece Moldes de Injecção de Alta Qualidade Duas Vezes Mais Rápido com o Software Cimatron
Liberty Molds elimina erros e reduz o tempo de desenho em 50% com Cimatron Software
Ju Teng muda o design e a produção para a Cimatron
A B&J Specialty aumenta a taxa de produção em 30% com molde de injeção de metal impresso em 3D com refrigeração de conformidade