ホーム
製品
モールドの特徴
ダイの特徴
電極の特徴
NC プログラミングの特徴
Cimatron CAD
Cimatron が選ばれる理由
お客様のストーリー
ビデオ
データシート
ニュースとイベント
ニュース
イベント
ウェビナー
お問い合わせ
お問い合わせ
リセラーファインダー
援助
採用情報
日本語
English
Deutsch
Español
Français
Italiano
Nederlands
Polski
Português
Türkçe
Ελληνικά
עִבְרִית
한국어
简体中文
ホーム
> Cimatron が選ばれる理由 > お客様のストーリー
お客様のストーリー
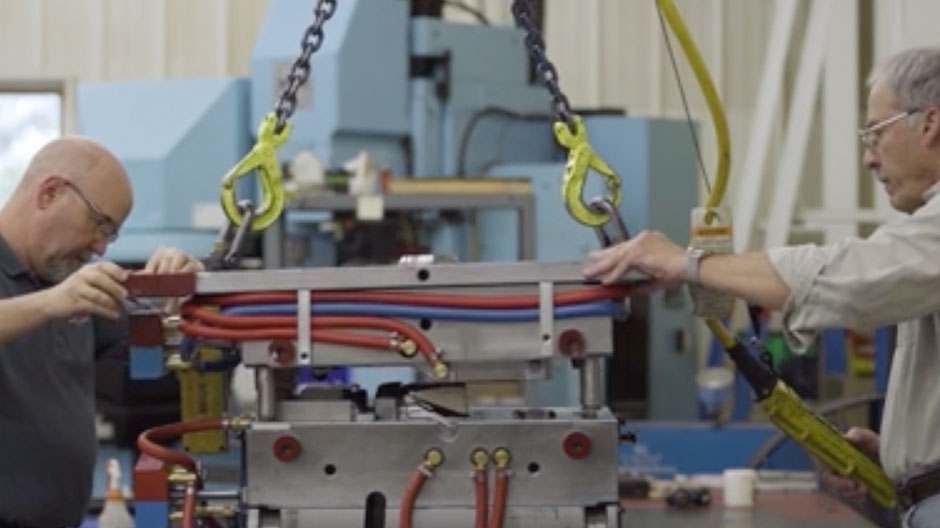
Allegiance Mold 社、Cimatron ソフトウェアを使用して優れた品質の射出成形金型を 2 倍の速さで製造
世界各地のお客様の声
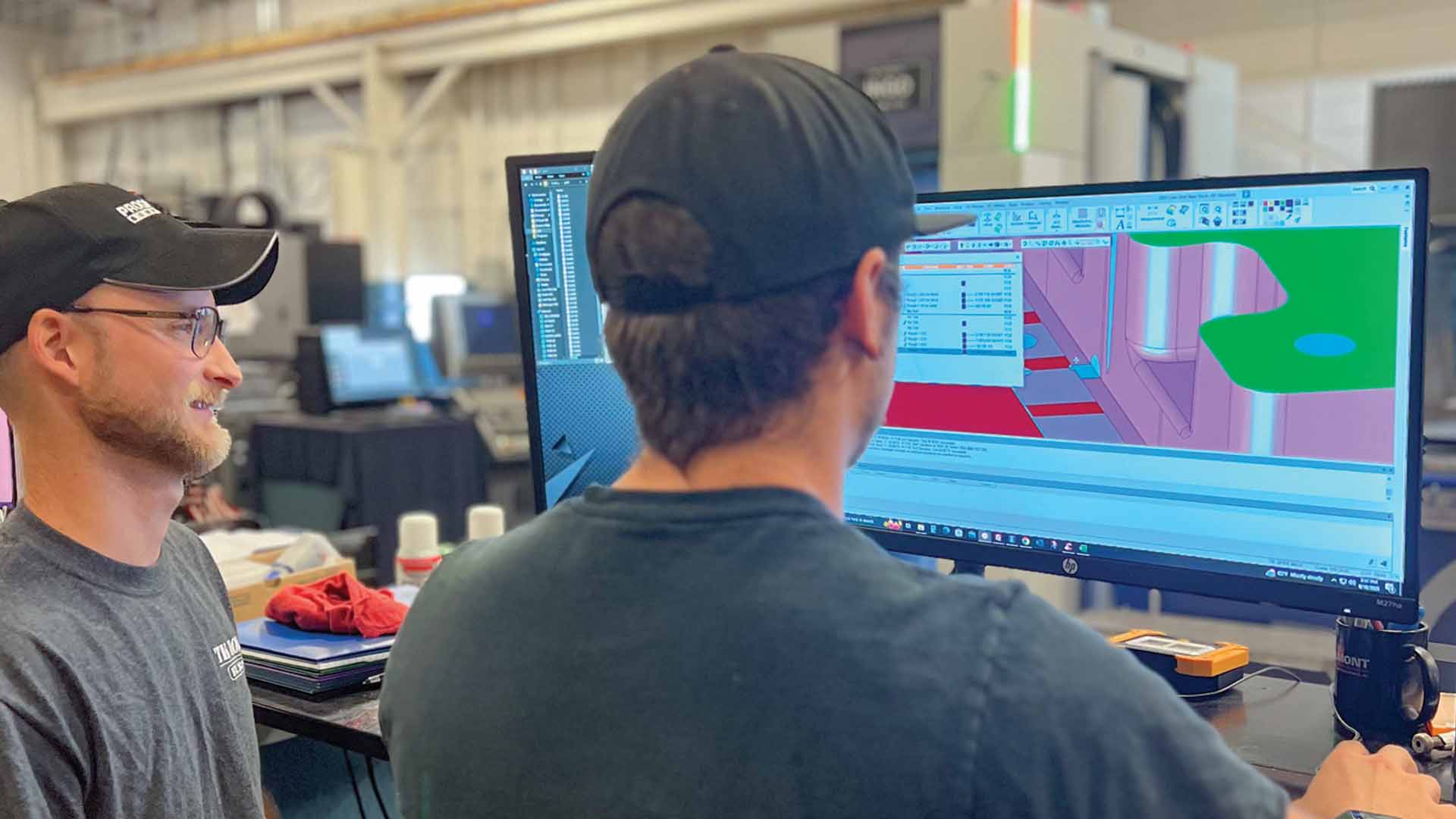
TK Mold - CAD/CAM Software Reduces Delivery Times by 70% With a Six-Month ROI
(英語)
2elle-engineering SRL
(英語)
BNL Bearings
(英語)
ALPLA - Stable production processes thanks to quality measurements on the machine
(英語)
Officine Drag - Creative Craftsmanship
(英語)
Eurominuterie SRL Creates Fashion Details with Passion
(英語)
Allegiance Mold Delivers High-Quality Injection Molds Twice as Fast with Cimatron Software
(英語)
Liberty Molds Eliminates Errors and Reduces Design Time by 50% with Cimatron Software
(英語)
Ju Teng Shifts Design and Production to Cimatron
(英語)
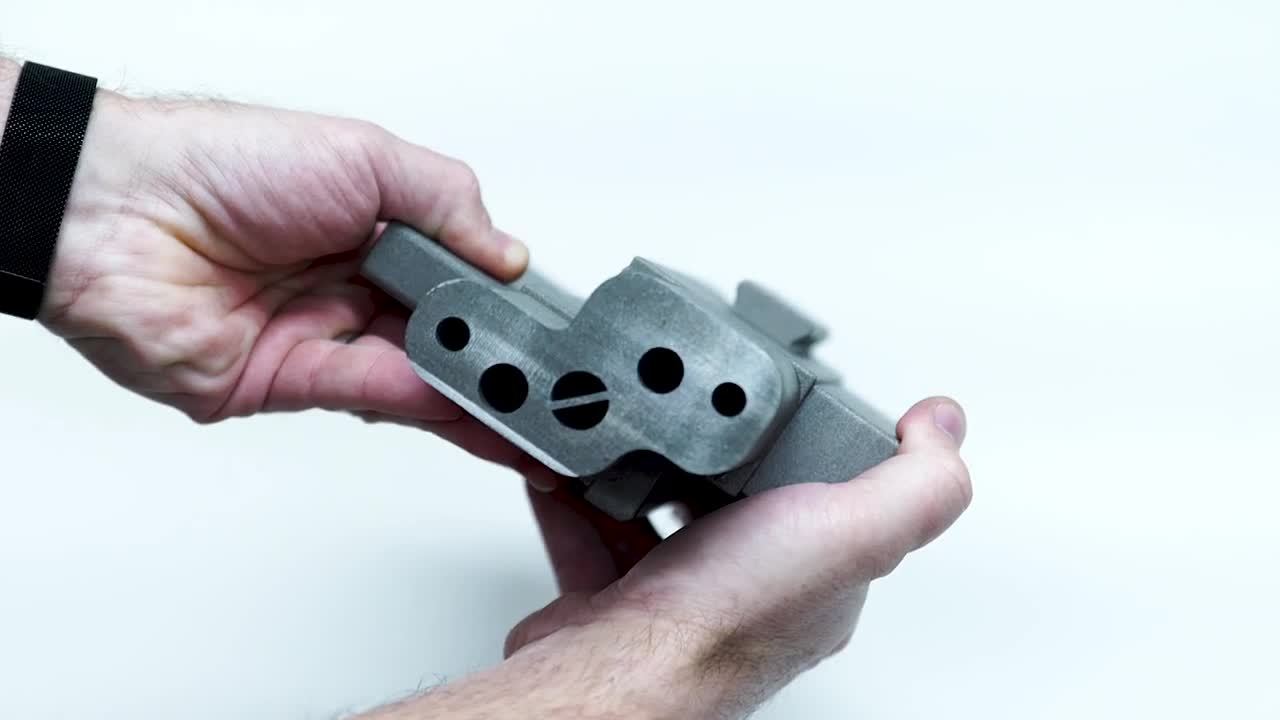
B&J Specialty Increases Production Rate by 30% with Metal 3D-Printed Conformally-Cooled Injection Mold
(英語)
Bastech Uses 3D-Printed Conformal Cooling Inserts to Reduce Costs and Time
(英語)
VMR Achieves Fast and Efficient Prototyping with Cimatron
(英語)
お問い合わせ
カスタマーサポート
ニュースレター
私たちとつながる:
著作権について © 2024 | Cimatron | 無断転載を禁じます。
arrow_upward